Steel shot peening is one of the most effective, certifiable ways to increase the durability of steel parts under cyclic loads. By propelling spherical steel shot at calibrated velocity, the process forms millions of tiny, overlapping dimples that leave a controlled layer of compressive residual stress at and just below the surface. That engineered stress state resists tensile forces — the very forces that open micro-cracks — so parts last longer before damage begins. From springs and gears to turbine blades and fasteners, steel shot peening is the “performance lever” that turns marginal fatigue margins into reliable service life.
Steel shot peening strengthens steel by creating a uniform compressive stress layer that delays crack initiation and slows crack growth, significantly improving fatigue life and reliability.
But peening results aren’t automatic. Durability gains depend on media choice (high-carbon, low-carbon, cut wire, or stainless shot), setup parameters (size, hardness, velocity, angle, dwell), and quality controls (Almen intensity, coverage, and surface limits). Get these right and you embed predictable performance; get them wrong and you risk under- or over-peening, inconsistent coverage, or unnecessary roughness.
In this guide, you’ll learn how steel shot peening works, why compressive residual stress boosts fatigue life, and how to set intensity, coverage, and finish together. We’ll compare media families, explain air-blast vs wheel-blast equipment choices, highlight high-impact applications, and map out the standards and documentation you need for audit-ready compliance. We’ll also show a simple TCO/ROI view so you can justify peening with real savings—from failures avoided to longer inspection intervals. By the end, you’ll have a practical, engineer-friendly framework to specify, validate, and scale steel shot peening with confidence.
Table of Contents
What exactly is steel shot peening and how does it work?
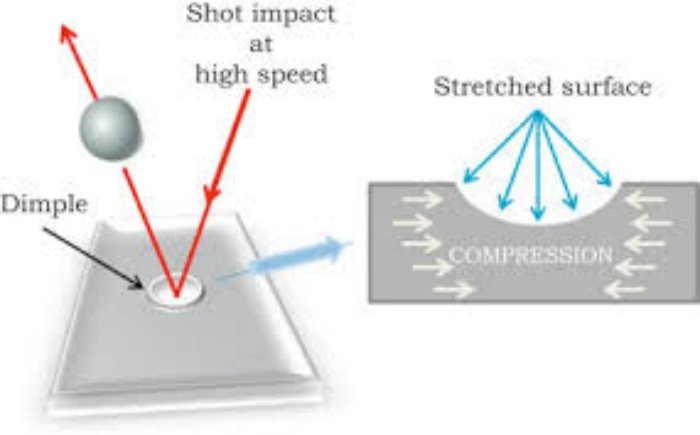
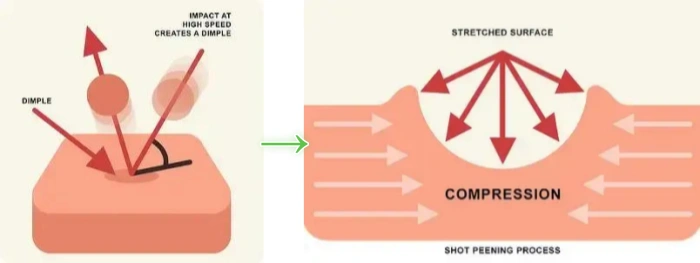
Steel shot peening is a controlled cold-working process that fires spherical steel shot at a component to create millions of tiny, overlapping dimples. Each impact plastically deforms a thin surface layer while the bulk remains elastic. As coverage approaches 98–100%, the dimpled skin tries to spring back but is restrained by the substrate, leaving a stable layer of compressive residual stress at and just below the surface. Because most fatigue cracks start at the surface under tensile loading, this engineered compressive layer directly counters the crack-opening force.
Steel shot peening strengthens metal by forming a uniform compressive stress layer that delays crack initiation and slows crack growth, delivering measurable gains in fatigue life and reliability.
Process performance hinges on media and parameters. Shot size (S-series) and hardness set the attainable Almen intensity and the depth of the compressive layer; velocity (wheel speed/nozzle pressure), standoff/angle, flow rate, and dwell fine-tune outcomes. Smaller/softer shot yields a finer finish and faster coverage on thin or notch-sensitive parts, while larger/harder shot penetrates deeper for heavy sections. Quality is proven with a saturation curve on Almen strips and visual/metric confirmation of 98–100% coverage on representative surfaces. Correctly executed, peening raises the endurance limit, reduces sensitivity to stress concentrators (fillets, gear roots, weld toes), and can improve resistance to stress corrosion cracking. Where cleanliness matters, stainless steel shot or glass/ceramic beads avoid ferrous contamination while maintaining controlled intensity.
Use steel shot peening whenever cyclic loading limits service life. By calibrating shot size, hardness, and velocity to a specified Almen intensity—and verifying full coverage—you embed a predictable compressive layer that extends the life of springs, gears, shafts, turbine blades, and safety-critical fasteners with audit-ready consistency.
Why does compressive residual stress improve fatigue life?
Most service failures in steel begin at or near the surface, where tensile stresses, notches, and micro-defects make it easiest for a crack to start. Compressive residual stress reverses that local stress state. By plastically deforming a thin surface layer and locking it in compression, shot peening makes it harder for a surface flaw to open under cyclic tensile loading. The result is a higher endurance limit and a longer interval before any crack can initiate or grow.
Compressive residual stress improves fatigue life by lowering the effective tensile range at the surface, promoting crack closure, and raising the threshold for crack initiation and growth.
At the micro-mechanical level, the compressive layer shifts the mean stress at the surface toward compression, reducing the effective stress amplitude seen by inclusions, machining marks, or weld toes. This promotes crack closure during part of each load cycle, which raises the effective fatigue threshold (ΔK_th) and slows the crack growth rate (da/dN) once a crack exists. The layer also blunts stress concentrations at fillets and gear roots by spreading load over the dimpled, work-hardened skin. In corrosive or humid environments, suppressing surface tensile stress mitigates stress corrosion cracking (SCC) by making it more difficult for environmentally assisted cracks to open. The depth and stability of the benefit depend on Almen intensity, coverage (typically 98–100%), and maintaining media/process quality so the compressive profile is continuous and not patchy. Too little intensity leaves unprotected zones (under-peening); too much can roughen or overwork the surface (over-peening)—both reduce the net fatigue gain.
When a component’s life is governed by surface-initiated fatigue, establishing a verified compressive residual stress layer is the most direct way to delay cracks and extend service life—provided intensity and coverage are set correctly and held with disciplined process control.
Which media should you choose for steel shot peening?
Media choice determines how much Almen intensity you can achieve, how deep the compressive layer penetrates, and how smooth the surface finish remains. In steel shot peening, the core families are high-carbon steel shot, low-carbon steel shot, cut wire shot, and stainless steel shot. You’ll size them using the S-series (e.g., S110–S930) and select a hardness window that fits your alloy and part thickness. The right combination delivers intensity with margin while avoiding unnecessary roughness, contamination, or variability.
Use high-carbon steel shot for high intensity and durability, low-carbon for gentler impacts, cut wire for maximum uniformity, and stainless steel shot where cleanliness and corrosion safety are critical—then tune S-size and hardness to meet intensity,
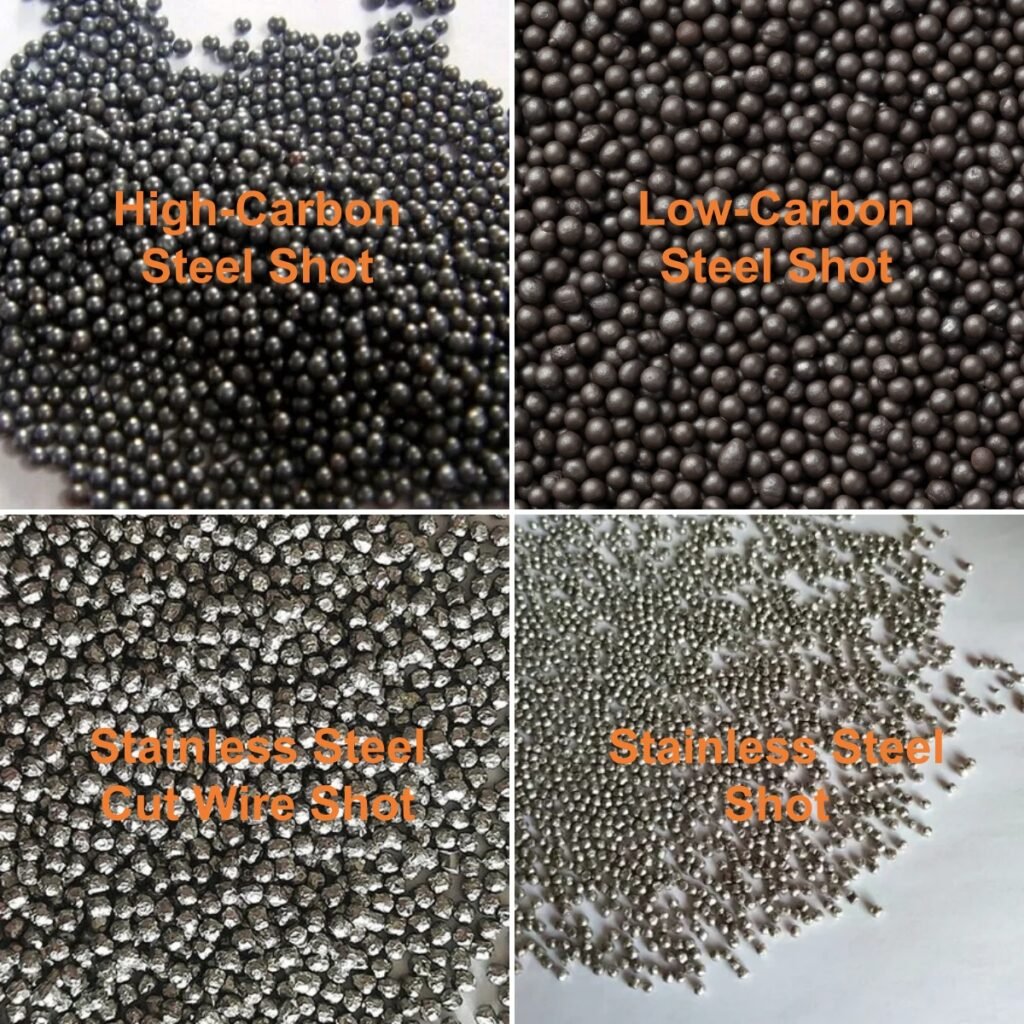
- High-carbon steel shot provides higher hardness and long media life, enabling higher intensity and deeper compressive layers on robust sections (springs, gears, crankshafts). Expect a slightly coarser finish at larger sizes.
- Low-carbon steel shot delivers softer impacts and helps control roughness on thin-wall or notch-sensitive parts while still achieving moderate intensities.
- Cut wire shot (as-cut or conditioned) offers exceptional size/shape uniformity and very low breakage, giving tight intensity repeatability and cleaner working mixes—ideal for audited, precision programs.
- Stainless steel shot (e.g., 304/430) avoids ferrous contamination and flash rusting, supporting non-contaminating peening on stainless substrates, food/medical equipment, and corrosion-sensitive assemblies.
- S-size selection: smaller sizes (e.g., S110–S230) reach coverage quickly and leave a finer finish; larger sizes (S330–S780) raise intensity and depth but increase roughness—balance size with part geometry and downstream finish limits.
- Hardness windows: higher hardness extends media life and intensity capacity but can raise surface risk on sensitive alloys; moderate hardness often provides the best intensity-finish trade-off.
Start from the spec target (intensity, coverage, finish), then pick the media family that matches your alloy and cleanliness needs, and finally tune S-size and hardness. This sequence consistently delivers on-spec intensity with the smoothest feasible finish and a stable, auditable working mix.
How do you set Almen intensity, coverage, and finish together?
Treat Almen intensity (depth), coverage (uniformity), and finish (Ra/Rz) as a three-way balance you tune in a fixed order: first hit intensity, then secure coverage, and finally trim finish without undoing the first two. In practice, you choose shot size/hardness to reach the target intensity with margin, use velocity/dwell to lock saturation, and only then adjust mix quality, standoff, and angle to meet surface limits.
Set intensity with shot size/hardness, lock coverage at 98–100%, then refine finish—using velocity and exposure as secondary levers and validating changes with a fresh saturation curve.
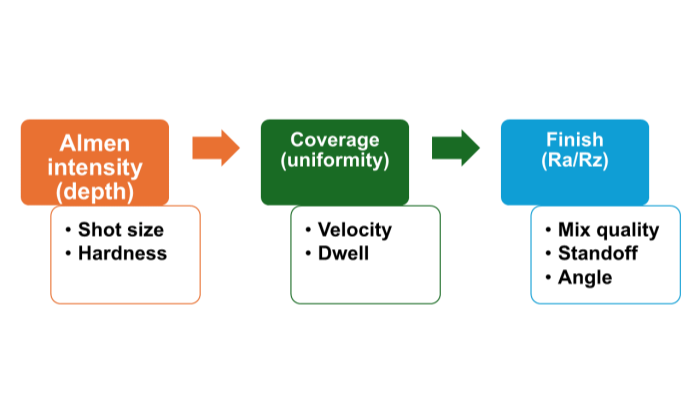
Start by selecting S-size and hardness that can reach the specified Almen intensity without excessive roughness (e.g., smaller shot for thin or notch-sensitive parts; larger/harder shot for deeper stress on heavy sections). Build a saturation curve on representative Almen strips and set wheel speed/nozzle pressure to achieve intensity at minimum dwell — this protects finish and throughput. Next, drive coverage to 98–100% by refining exposure time, flow rate, and part presentation (multi-angle passes for roots/fillets), confirming visually or with magnification as required. Only after intensity and coverage are proven should you fine-tune finish: shorten dwell, reduce angle from 90° toward 70–80°, or slightly step down velocity; if limits persist, consider a one-step smaller S-size or a cleaner working mix. Throughout, hold working-mix quality—screen fines, remove shards, keep sphericity—since contaminated media inflates roughness and drifts intensity. For stainless or hygiene-critical parts, stainless shot (or glass/ceramic beads) preserves cleanliness while meeting intensity.
Calibrate size/hardness to meet intensity, confirm 98–100% coverage, then trim finish using velocity, angle, and dwell—and re-validate with a new saturation curve whenever you change parameters. This sequence reliably delivers on-spec peening without sacrificing surface quality.
What equipment options and parameters control the process?
Steel shot peening can be delivered by air-blast systems (nozzle-based) or wheel-blast machines (turbine-based). Air-blast excels at complex geometries, tight access, and rapid parameter changes; wheel-blast dominates high-throughput production with lower operating cost per part. Regardless of platform, intensity, coverage, and finish are governed by a small set of levers: media size/hardness, particle velocity, standoff/angle, flow rate, dwell, presentation (rotation/indexing), and working-mix quality.
Choose air-blast for flexibility and access, wheel-blast for throughput; then control velocity, angle, standoff, flow, dwell, and media quality to hit intensity, coverage, and finish together.
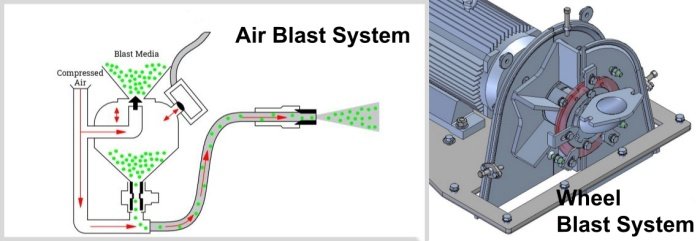
- Air-blast options. Pressure-blast delivers the highest, most stable velocities for intensity work; suction-blast is gentler and useful for light peening or cosmetic bead passes. Nozzle pressure, orifice, standoff (typically 75–200 mm), and impingement angle (≈70–90°) tune intensity and roughness. Fine indexing/robot paths improve coverage on roots, fillets, and recesses.
- Wheel-blast options. Wheel speed (rpm) sets particle velocity; impeller/control cage sets the throw pattern; exposure time and part handling (turntables, tumblers, continuous flow) set dwell and coverage uniformity. Wheel-blast thrives on repeatable parts where rate matters.
- Common parameters. Flow rate affects strike density and coverage speed; dwell locks saturation; angle and standoff refine finish. Masking protects bores, threads, and sealing faces. Media classification (screens + magnetic separation) keeps size distribution and sphericity inside limits to stabilize intensity and avoid roughness spikes.
- Presentation & fixturing. Controlled rotation/oscillation exposes all features; poorly presented parts often pass Almen but fail local coverage at critical locations.
Pick the platform your parts demand—air-blast for precision access, wheel-blast for rate—and then dial velocity, angle, standoff, flow, dwell, and mix quality in that order. With disciplined fixturing and classification, you’ll achieve on-spec intensity, 98–100% coverage, and acceptable finish—repeatably.
Where does steel shot peening deliver the biggest gains?
Steel shot peening delivers the most value where surface-initiated fatigue controls life and where parts experience repeated bending, torsion, contact stress, or vibration. By creating a uniform layer of compressive residual stress at and just below the surface, peening suppresses crack opening at fillets, roots, and other stress raisers—often extending service life without changing material, geometry, or heat treatment.
The largest gains appear on fatigue-critical steels—springs, gears, shafts, turbine hardware, weld toes, and contact surfaces—where peening lifts the endurance limit, reduces crack risk, and lengthens service intervals.
In automotive, coil and leaf springs, transmission gears, and crankshaft fillets benefit from higher endurance limits and reduced warranty risk under cyclic loads. In aerospace and energy, turbine blades/buckets, landing gear components, and rotor hubs gain resistance to high-cycle fatigue and stress-corrosion cracking at dovetails and attachment points. In powertrain and heavy machinery, drive shafts, cam/follower interfaces, and bearing seats see improved contact-fatigue and fretting performance. Welded structures (bridges, frames, pressure equipment) respond well to toe peening, which mitigates tensile stress concentrations at the weld toe and delays crack initiation. For tooling and dies, peening hardens the skin and reduces micro-chipping at edges. Benefits scale with how well the process reaches critical geometries (roots, fillets, recesses) and with disciplined control of Almen intensity, 98–100% coverage, and acceptable finish for downstream operations. Where contamination or corrosion resistance is a concern—such as stainless assemblies in food/medical environments—use stainless steel shot to maintain cleanliness while still achieving the needed intensity.
If your failure modes trace to surface stresses at critical features, steel shot peening is a high-impact, low-change lever: reach the stress hot-spots, verify intensity and coverage, and you’ll unlock meaningful, auditable gains in fatigue life and reliability across industries.
How do you prove quality with standards and documentation?
Quality in steel shot peening is proven—not assumed. You need spec-compliant media, a validated Almen intensity, 98–100% coverage, and traceable records that show how those results were achieved and will be repeated. Buyers and auditors are not judging shine; they want objective evidence that your process reliably produces the required compressive residual stress.
Use recognized media/process specifications, verify intensity with Almen strips and a saturation curve, confirm 98–100% coverage, and maintain full traceability and change control for an audit-ready peening program.
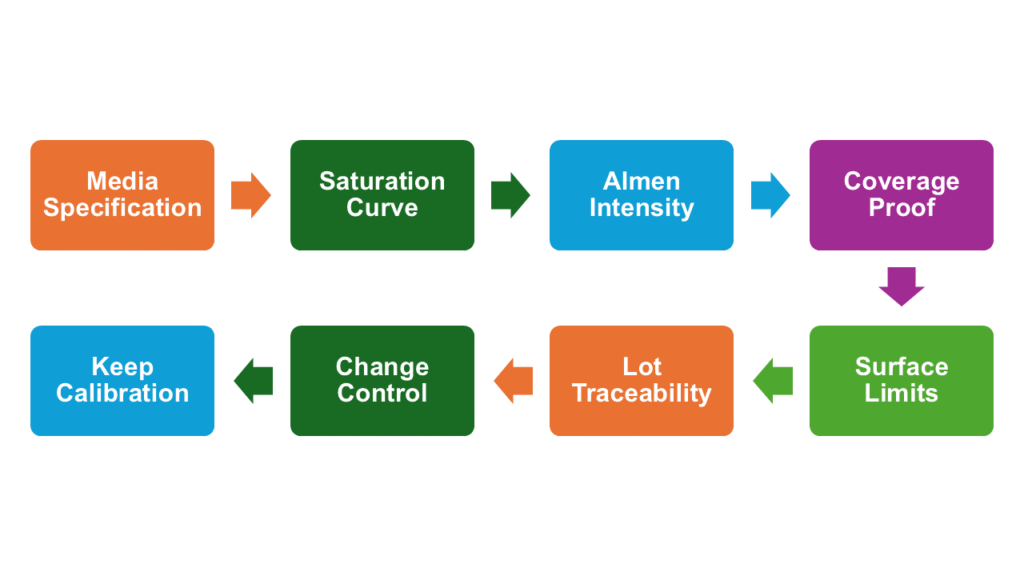
- Start with media conformance: document S-size vocabulary, hardness band, sphericity, and cleanliness, and control the working mix via screening, magnetic separation, and add-rate rules.
- For process control, generate a saturation curve at the actual setup (nozzle/wheel, velocity/pressure or wheel rpm, standoff, angle, flow, dwell) and lock those parameters to the validated Almen intensity.
- On parts or representative coupons, verify coverage (≥98–100%) visually (and with magnification where required) and record surface limits (Ra/Rz) to ensure finish is acceptable.
- Establish traceability: media certificates and lots, Almen strip IDs/arc values, machine IDs, fixture programs, operator, date/time stamps, and environmental notes.
- Implement change control so any adjustment to media family/size/hardness, velocity, standoff, angle, dwell, or fixturing triggers re-validation (new saturation data and coverage checks).
- Keep calibration evidence for gauges, pressure transducers, speed sensors, and media classifiers. Retain photos or digital reports of coverage, plus trend charts for intensity and roughness to demonstrate statistical stability over time.
- For stainless or hygiene-critical parts, explicitly record the use of stainless shot or glass/ceramic beads to document non-contaminating practice.
When spec-compliant media, validated intensity, full coverage, and traceable records with change control all align, steel shot peening becomes a repeatable, certifiable process that consistently delivers the compressive stress your fatigue-critical components rely on.
What does steel shot peening cost and how do you justify ROI?
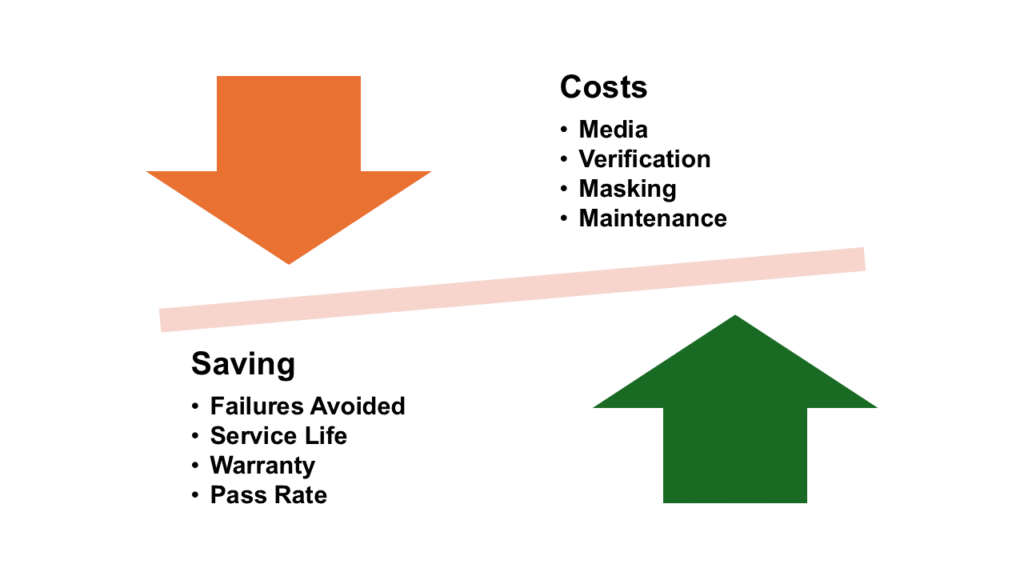
Treat peening economics as total cost-in-use (TCO) rather than media price or hourly machine rate. Direct costs include media consumption and recycling, verification time (Almen strips, saturation curves, coverage checks), masking/handling for complex parts, energy, and downtime for classification/maintenance. Savings accrue in different buckets: fewer fatigue failures, longer service/inspection intervals, higher first-pass yield, and reduced warranty exposure. For many fatigue-critical steel parts, the avoided-failure value dwarfs the incremental run cost.
Build ROI by comparing TCO with and without peening: account for media and verification time, then credit failures avoided, longer service intervals, and higher pass rates—use data from Almen/coverage records and field reliability.
A practical justification uses a before/after model over an annual volume.
On the cost side, sum: media purchase minus scrap value, classifier wear, Almen/coverage labor and strips, energy, masking/fixturing time, and planned maintenance.
On the savings side, quantify:
(1) failures avoided × (failure cost: scrap, rework, logistics, downtime, customer penalties);
(2) service life extension (fewer inspections or longer intervals);
(3) warranty risk reduction on fatigue modes; and
(4) throughput effects from stable coverage and fewer reworks.
Convert each to currency per part and per year. Sensitivity-check the few variables with largest swing — typically failure rate, failure cost, and intensity/coverage hold (your QA data). If peening also enables material/thickness optimization or defers design changes, include that as strategic upside. For stainless or hygiene-critical programs, add the hidden savings from non-contaminating media (stainless shot) through lower cleaning and audit burden.
Use a simple spreadsheet: TCO(with peen) – TCO(without peen). If the difference is positive after conservative assumptions on failure avoidance and interval extension — and your Almen intensity and 98–100% coverage are statistically in control—you have a defensible ROI to scale steel shot peening in production.
What pitfalls should you avoid in production peening?
Most peening failures aren’t dramatic—they’re subtle drifts that quietly erase fatigue benefits. The common thread is losing control of intensity, coverage, media condition, or presentation. If any one of these slips, the compressive residual stress you think you’re applying may be patchy, too shallow, or partly removed by downstream steps.
Avoid under/over-intensity, incomplete coverage, dirty or out-of-spec media, poor masking/presentation, unvalidated parameter changes, and post-peen finishing that degrades the compressive layer.
| Pitfall | Symptom / Impact | Likely Root Cause | Preventive Controls | Quick Fix / Verification |
| Under-intensity | Little/no fatigue benefit; inconsistent life | Shot too small/soft; low velocity; short dwell | Lock saturation curve; standardize velocity & dwell | Re-run Almen strips; increase velocity or dwell to hit spec |
| Over-intensity | Rough surface; cold-work damage; distortion | Shot too large/hard; excessive dwell/angle | Choose proper S-size/hardness; cap dwell once saturated | Reduce velocity/dwell; step down shot size; confirm Ra & intensity |
| Incomplete coverage | Cracks from fillets/roots; patchy compressive layer | Poor presentation; low flow; single-angle pass | Multi-angle passes; rotation/indexing; flow monitoring | Visual/magnified check to ≥98–100%; add pass or adjust fixturing |
| Degraded/dirty media | Roughness spikes; unstable intensity; embedded debris | Fines, flats, shards; oil/scale contamination | Screening & magnetic separation; add-rate control; pre-clean | Classify/refresh working mix; purge contamination; verify arc height |
| Angle/standoff drift | Intensity/finish drift; local under/over peen | Worn fixtures; operator variability | Hard stops/gauges; robot/fixture programs | Measure/restore 70–90° and validated standoff; confirm with strips |
| Poor masking | Damaged bores/threads/seal faces | Missing/loose masks; design not robust | Engineered masks; checklists; first-article signoff | Rework + mask upgrade; document keep-out zones |
| Unvalidated changes | Audit failures; sudden metric shifts | New media lot/nozzle/wheel/fixture path without re-proof | Change control that triggers re-validation | New saturation curve; new coverage check; record parameter set |
| Post-peen abrasion | Loss of compressive layer; reduced fatigue gain | Aggressive finishing after peen | Qualify only very light cosmetic pass; prefer finish→peen sequence | Compare pre/post intensity; XRD or Almen trending; accept only if retained |
| Dirty inputs | Staining; embedded contaminants; weak impacts | Oil, scale, moisture on parts/air/media | Pre-cleaning spec; dry air; media housekeeping | Re-clean parts; dry system; run a clean test coupon |
| Spec confusion (grit vs shot) | Fails to meet peening objectives | Using blast specs for peening; non-spherical media | Peening-specific controls: spherical shot, intensity, coverage | Replace media with shot; rebuild process to peening spec |
- Under-/over-intensity. Too low → little benefit; too high → roughness, cold-work damage. Fix: lock a saturation curve, verify Almen each shift/lot, and minimize dwell once saturated.
- Incomplete coverage. Missed roots/fillets are crack starters. Fix: multi-angle passes, controlled rotation/indexing, and coverage checks (≥98–100%).
- Wrong or degraded media. Flats, shards, fines, or the wrong S-size/hardness destabilize results. Fix: classification screens, magnetic separation, add-rate control, periodic media audits.
- Angle/standoff drift. Off-angle or too far/close changes intensity and finish. Fix: fixtures and gauges to hold 70–90° impingement and the validated standoff.
- Poor masking. Unprotected bores/threads/seals get damaged. Fix: engineered masks; document critical keep-out zones.
- Unvalidated changes. New nozzle/wheel, media lot, or fixture path without re-proof. Fix: change control that forces re-validation (new saturation data + coverage).
- Post-peen abrasion. Aggressive finishing removes the compressive skin. Fix: avoid, or qualify a very light cosmetic pass with proof of retained intensity.
- Dirty inputs. Scale/oil block impacts and embed contaminants. Fix: pre-clean to spec; maintain dry, clean air/media.
- Spec confusion. Using grit or blast specs for peening. Fix: spherical shot and peening-specific controls (intensity/coverage), not cleaning metrics.
Engineer controls and checks into the routine: validated intensity, 98–100% coverage, clean/spec media, fixed angle/standoff, robust masking, and mandatory re-validation after any change. Do this, and your compressive layer—and the fatigue life it delivers—stays predictable run after run.
Conclusion
Steel shot peening is a performance-first surface treatment: it embeds a controlled layer of compressive residual stress that delays crack initiation and slows crack growth under cyclic loads. When you select the right media family (high-carbon, low-carbon, cut wire, or stainless shot), tune S-size and hardness, and hold Almen intensity, coverage (98–100%), and finish together, you turn a variable operation into a repeatable, certifiable process that extends service life across springs, gears, shafts, turbine hardware, and critical fasteners.
Peen for durability: set intensity, secure 98–100% coverage, and control finish—then document with saturation curves, Almen data, and traceable media records to make reliability measurable and auditable.
Success hinges on disciplined sequence and verification. Set intensity with shot size/hardness and velocity, confirm saturation, then drive coverage with presentation (multi-angle access, rotation/indexing). Trim surface finish via dwell, angle, and standoff—only after intensity and coverage are in hand. Keep the working mix inside limits (sphericity, size distribution, cleanliness) and lock changes behind re-validation. On stainless or hygiene-critical programs, use stainless shot (or glass/ceramic beads) to prevent contamination. Finally, justify peening with TCO/ROI: the cost of media and verification is routinely outweighed by failures avoided, longer inspection intervals, and fewer warranty events when your Almen and coverage hold statistically in control.
Let the acceptance metric choose the setup. If durability is your KPI, steel shot peening—executed with the controls in this guide — delivers predictable fatigue-life gains you can prove on paper and in the field.