
Shot blasting is a widely used industrial surface preparation method designed to clean, strengthen, and prepare materials for further processing. By accelerating steel shots or steel grits at high velocity, this process efficiently removes rust, scale, paint, and other contaminants, while also improving the mechanical properties of the surface.
The shot blasting process is an industrial cleaning and strengthening method where steel shots or grits are propelled at high speed to remove rust, scale, and coatings while improving surface durability. It is commonly applied in automotive, shipbuilding, aerospace, and construction industries.
If you only needed the short definition above, you now know the basics. But to make informed decisions—whether you’re a student, engineer, or buyer—it’s vital to understand the step-by-step process, machine types, abrasive choices, and industry applications. Let’s explore each in detail.
Shot blasting is more than just a cleaning technique—it is the foundation of reliable industrial surface preparation that guarantees coating adhesion, product performance, and long-term durability.
Table of Contents
What Is Shot Blasting and Why Does It Matter?
Shot blasting is an essential industrial process used to achieve surface cleanliness and improve material strength. Unlike manual cleaning or chemical treatment, it provides a uniform finish and prepares the surface for coatings, painting, or welding.
Shot blasting matters because it ensures rust removal, improves coating adhesion, and enhances fatigue resistance through surface strengthening, making it a critical step in modern manufacturing and construction.
Industries such as automotive, aerospace, shipbuilding, and construction rely on shot blasting to guarantee long-lasting performance of components. For example, ship hulls undergo shot blasting before painting to ensure maximum corrosion protection, while aerospace parts are shot-peened to enhance fatigue strength.
Without shot blasting, coatings fail sooner, parts wear out faster, and product reliability cannot be guaranteed.
How Does the Shot Blasting Process Work?
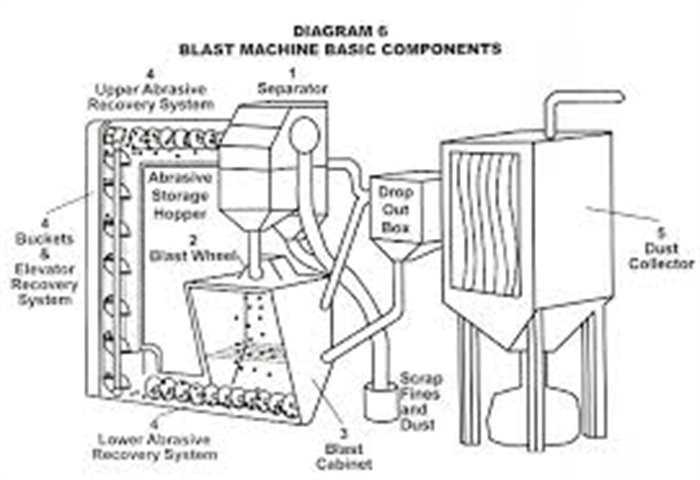
At its core, the shot blasting process is a closed‑loop system: a shot blasting machine accelerates steel shots or steel grits toward a surface, contaminants are removed, and the abrasive is recovered, cleaned, and reused. Consistency comes from controlling media size/hardness, impact velocity, coverage, and the “operating mix” circulating inside the machine.
The shot blasting process loads parts into a shot blasting machine, propels steel shots/grits via blast wheels or air‑blast nozzles, recovers and cleans the abrasive through a separator and dust collector, and verifies the surface to ISO 8501/ISO 8503 standards (e.g., SA 2.5) before downstream coating.
- Incoming prep & masking
- Degrease and dry parts; mask threads/sealing faces.
- Check ambient: blasting/painting ideally within relative humidity < 85%; avoid condensation.
- Media selection & operating mix
- Choose abrasive to match the job: steel shots (S110–S390) for cleaning/peening; steel grits (G18–G40) for aggressive scale/paint removal; stainless shots for non‑ferrous or stainless work.
- Maintain a healthy operating mix (blend of new + work‑hardened + fines removed). Too many fines reduce impact energy; too little small media lowers coverage.
- Machine setup
- Wheel‑blast systems: set blast wheel rpm (typ. 1,500–3,000 rpm), shot flow rate (by amp draw or flow valve), and impingement angle (shot hot‑spot must cover the target zone).
- Air‑blast systems: set nozzle pressure (0.5–0.8 MPa / 70–120 psi), stand‑off distance (150–300 mm), and traverse speed.
- Verify cabinet linings, wear parts (impellers, control cages, blades), and screen sizes.
- Loading & fixturing
- Hanger/monorail for large or irregular parts, rotary table for plates and discs, tumblast for bulk small parts.
- Fixturing aims for full exposure—avoid shadowing behind ribs or brackets.
- Blasting (energy + coverage)
- Impact energy = media mass × velocity²; control via wheel rpm or air pressure and media size.
- Target coverage (the percent of surface hit at least once). Practical rule of thumb: higher coverage = better paint adhesion.
- Typical production targets: SA 2.5 or SA 3 (ISO 8501‑1) for coating‑ready steel.
- Abrasive recovery & classification
- Media, dust, and debris fall to a screw conveyor → bucket elevator → air‑wash separator (or rotary screen).
- Good media returns to the storage hopper; oversized trash and fines go to waste; dust goes to the dust collector.
- Dust collection & visibility
- Proper dust extraction maintains visibility and prevents re‑deposition. Check filter ΔP and purge cycles to keep the dust collector efficient.
- In‑process control
- Wheel‑blast: monitor motor amps (proxy for flow).
- Air‑blast: monitor nozzle wear—a worn nozzle increases flow but reduces velocity.
- Adjust line speed, exposure time, or flow to eliminate underblast (staining/patchiness) or overblast (profile too deep/metal burnish).
- Quality verification
- Cleanliness: compare to ISO 8501‑1 visual grades (SA 2, SA 2.5, SA 3).
- Surface profile (anchor pattern): measure to ISO 8503 / ASTM D4417 (replica tape or stylus). Typical structural steel for coatings: Rz 40–100 μm depending on system.
- Soluble salts (if critical): Bresle test prior to coating.
- For shot peening cases, verify intensity with Almen strips (not needed for basic cleaning).
- Post‑blast handling & coating window
- Minimize time‑to‑coat to avoid flash rust—many shops target ≤4–8 hours depending on climate and spec.
- If delayed, use controlled storage or temporary protective primers.
Common defects & quick fixes (useful for buyers and operators)
- Shadowing/patchy areas → Re‑fixture for exposure; adjust wheel aim/nozzle angle; slow line speed.
- Embedded media → Media too hard/large or too high velocity; reduce rpm/pressure or switch to smaller shot.
- Profile too low → Increase grit proportion or media size; raise velocity; slow line speed.
- Profile too high → Reduce grit size/flow; lower velocity; shorten exposure; blend with shot.
- Dusty finish/poor visibility → Service dust collector; check separator settings & seals.
A stable operating mix, correct energy delivery (wheel rpm/air pressure), and rigorous QC to ISO 8501/8503 turn shot blasting from a simple cleaning step into a repeatable, specification‑grade surface preparation process ready for high‑performance coatings.
What Types of Shot Blasting Machines Are Available?
Shot blasting machines are designed in different configurations to suit specific workpiece shapes, sizes, and production volumes. The right choice of machine directly impacts cleaning efficiency, abrasive consumption, and overall cost. Whether it’s a small batch of bolts or large ship plates, there is a tailored machine for every application.
Common shot blasting machines include hanger type for large complex parts, rotary table for flat components, tumblast for bulk small items, and continuous conveyor systems for high-volume automated production. Each design matches specific surface preparation needs.

Hanger Type Shot Blasting Machine
- How it works: Parts are hung individually or in clusters on rotating hooks or monorails inside the chamber. Multiple blast wheels target all sides.
- Best for: Large, heavy, or irregularly shaped components (e.g., automotive frames, castings, steel structures).
- Advantages: Complete 360° exposure, minimal masking, flexible loading.

Rotary Table Shot Blasting Machine
- How it works: Parts are placed on a rotating table inside the chamber; blast wheels positioned around the periphery.
- Best for: Flat components, discs, plates, molds.
- Advantages: Uniform blasting on horizontal surfaces, simple loading/unloading.

Tumblast Shot Blasting Machine
- How it works: Small parts tumble continuously inside a rubber or steel belt drum while blast wheels bombard them.
- Best for: Mass production of small castings, fasteners, gears, and forgings.
- Advantages: High throughput, even cleaning due to tumbling action, minimal labor.

Continuous Conveyor Shot Blasting Machine
- How it works: Parts move on a roller conveyor through a blast chamber where multiple blast wheels clean them in sequence.
- Best for: Large steel plates, beams, pipes, or profiles in construction and shipbuilding.
- Advantages: Ideal for integration in automated production lines, high productivity, consistent surface finish.
The correct machine selection depends on part geometry, batch size, and production speed. Choosing the right shot blasting machine ensures efficient surface preparation, lower operating costs, and compliance with ISO blasting standards.
Great — let’s rework “Which Abrasives Are Used in Shot Blasting?” with the same detailed structure (Opening → Snippet → Feature Image → Dive Deeper → Claim). I’ll also embed high-volume keywords like steel shots, steel grits, stainless steel shot, cut wire shot, abrasive media, surface preparation, blasting abrasives.
Which Abrasives Are Used in Shot Blasting?
The heart of every shot blasting process lies in its abrasive media. The choice of steel shots, steel grits, stainless steel shots, or cut wire shots determines the surface finish, cleaning speed, and overall operating cost. Selecting the right abrasive is not just about hardness—it’s about matching shape, size, and durability to the workpiece material and end-use requirements.
The main abrasives used in shot blasting are steel shots for cleaning and peening, steel grits for coating removal, stainless steel shots for non-ferrous metals, and cut wire shots for precision applications such as aerospace and automotive.

- Steel Shots
- Shape: Spherical, available in grades S70–S780 (SAE standard).
- Properties: High resilience, uniform impact energy, recyclable hundreds of times.
- Best for: Cleaning, descaling, and shot peening (surface strengthening).
- Steel Grits
- Shape: Angular particles, sizes G10–G120.
- Properties: Aggressive cutting action, faster coating and scale removal.
- Best for: Surface preparation before painting, removing rust, scale, or thick coatings.
- Stainless Steel Shots
- Material: Common grades include 304 and 430 stainless steel.
- Properties: Non-rusting, non-contaminating, ideal for sensitive materials.
- Best for: Stainless steel, aluminum, non-ferrous alloys, and food-grade or medical equipment.
- Cut Wire Shots
- Manufacture: Cut from cold-drawn wire, conditioned into cylindrical or spherical forms.
- Properties: Extremely precise size and hardness, very durable.
- Best for: Aerospace and automotive industries, where controlled peening intensity is required.
| Abrasive Type | Shape | Key Properties | Typical Applications |
| Steel Shots (S70–S780) | Spherical | Durable, uniform impact | Cleaning, shot peening |
| Steel Grits (G10–G120) | Angular | Aggressive cutting | Coating/rust removal |
| Stainless Steel Shots | Spherical | Non-rusting, non-contaminating | Stainless & non-ferrous surfaces |
| Cut Wire Shots | Cylindrical/Spherical | Precise, long-lasting | Aerospace, automotive precision |
The right abrasive choice is critical: steel shots maximize durability, steel grits maximize cutting power, stainless shots prevent contamination, and cut wire shots deliver precision. Matching abrasive type to the job ensures efficiency, quality, and cost-effectiveness in every shot blasting process.
Shot Blasting vs Sand Blasting – What’s the Difference?
Although often used interchangeably, shot blasting and sand blasting are two very different surface preparation methods. The main difference lies in the abrasive material, recycling ability, impact energy, and health implications. Choosing between the two depends on the type of surface, required finish, and safety regulations.
Shot blasting uses recyclable steel shots or grits accelerated by a blasting machine to clean and strengthen surfaces, while sand blasting uses expendable mineral abrasives like silica sand for lighter cleaning and fine finishing. Shot blasting is more durable, efficient, and safer, whereas sand blasting is cheaper for small-scale jobs but poses health risks from silica dust.
- Abrasive Media
- Shot Blasting: Uses metallic abrasives (steel shots, steel grits, stainless steel shots, cut wire). They are durable and recyclable up to 1,000 cycles.
- Sand Blasting: Uses non-metallic abrasives (silica sand, garnet, aluminum oxide). Most are single-use and generate higher waste volumes.
- Process & Equipment
- Shot Blasting: Performed in enclosed shot blasting machines (wheel blast or air blast), suitable for industrial production lines.
- Sand Blasting: Typically uses compressed air through handheld nozzles, ideal for smaller jobs or field work.
- Surface Finish
- Shot Blasting: Produces a stronger anchor profile (Rz 40–100 μm), ideal for coating adhesion and fatigue resistance (e.g., in structural steel, shipbuilding).
- Sand Blasting: Produces smoother surfaces, more suitable for delicate finishing or glass etching.
- Safety & Environment
- Shot Blasting: Minimal dust due to enclosed machines and dust collectors; no silica exposure.
- Sand Blasting: Silica dust poses a serious health risk (silicosis), restricted by OSHA and EU regulations; requires strict protective measures.
- Cost & Efficiency
- Shot Blasting: Higher initial investment but lower operating costs due to recyclable abrasives and automation.
- Sand Blasting: Lower upfront cost, but long-term costs are higher because abrasives cannot be reused and productivity is lower.
For heavy-duty industrial surface preparation, shot blasting is safer, more efficient, and environmentally sustainable, while sand blasting remains useful for small-scale or decorative work. The choice ultimately depends on project scope, surface material, and health standards.
| Aspect | Shot Blasting | Sand Blasting |
| Abrasive Media | Steel shots, steel grits, stainless steel shots, cut wire (recyclable 500–1000 cycles) | Silica sand, garnet, aluminum oxide, glass beads (mostly single-use) |
| Equipment | Enclosed shot blasting machines (wheel blast or air blast) for industrial lines | Compressed air nozzles, portable systems for smaller jobs |
| Surface Finish | Creates strong anchor profile (Rz 40–100 μm), ideal for coatings and peening | Produces smoother finish, suitable for delicate cleaning or etching |
| Productivity | High throughput, automated, consistent results | Slower process, more labor-intensive |
| Safety & Health | Enclosed system + dust collectors, no silica dust exposure | Silica dust hazard (silicosis risk), stricter protective measures |
| Environment | Low waste, abrasives recycled many times | High waste, non-recyclable abrasives |
| Cost Efficiency | Higher machine investment, but low long-term cost per m² cleaned | Lower upfront cost, but higher consumable and disposal costs |
| Best Applications | Automotive, shipbuilding, aerospace, bridges, foundry castings | Small-scale cleaning, glass etching, light finishing |
While both methods remove surface contaminants, shot blasting is the superior choice for heavy-duty industrial cleaning and surface preparation, offering recyclability, safety, and efficiency. Sand blasting is still relevant for small, decorative, or delicate applications where fine finishes are required.
What Are the Main Applications of Shot Blasting
Shot blasting is not limited to one sector—it is a universal surface preparation solution applied across industries where metal durability, cleanliness, and coating performance are critical. From tiny fasteners to massive ship hulls, the process adapts to different scales and production environments.
The main applications of shot blasting include cleaning and strengthening automotive parts, preparing ship hulls for coating, descaling construction steel, enhancing fatigue resistance in aerospace components, and removing sand from foundry castings.
- Automotive Industry
- Use case: Engine blocks, crankshafts, gears, suspension springs, chassis components.
- Why: Removes scale, improves fatigue strength through shot peening, ensures paint and coating adhesion.
- Shipbuilding & Marine
- Use case: Hull plates, ship structures, offshore rigs.
- Why: Large steel plates are blasted to SA 2.5/SA 3 standards before coating, ensuring long-term corrosion resistance in marine environments.
- Construction & Infrastructure
- Use case: Bridges, beams, steel rebar, pipelines.
- Why: Ensures structural steel has the required roughness profile for coatings and prevents premature rust.
- Aerospace & Aviation
- Use case: Turbine blades, landing gear, aircraft structural components.
- Why: Shot peening enhances fatigue resistance, critical for aerospace safety and performance.
- Foundry & Steel Mills
- Use case: Castings, forgings, welded parts.
- Why: Removes molding sand, scale, and welding slag, leaving clean surfaces ready for machining or coating.
Across industries, shot blasting guarantees cleaner, stronger, and coating-ready surfaces, making it an indispensable step for sectors that demand both durability and reliability.
| Industry | Typical Workpieces | Role of Shot Blasting | Target Performance |
| Automotive | Engine blocks, crankshafts, gears, springs, chassis parts | Cleaning, descaling, shot peening | Better fatigue strength, longer service life, improved coating adhesion |
| Shipbuilding | Hull plates, ship structures, offshore rigs | Rust & scale removal, surface roughening before painting | Corrosion resistance, extended coating lifespan |
| Construction | Bridges, beams, pipelines, steel rebar | Surface preparation, scale & rust removal | Strong coating bond, structural durability |
| Aerospace | Turbine blades, landing gear, aircraft structural parts | Precision shot peening, controlled intensity | Higher fatigue resistance, reliability in service |
| Foundry & Steel Mills | Castings, forgings, welded assemblies | Removing molding sand, welding slag, oxide layers | Clean surfaces ready for machining/coating |
By adapting to different workpieces and requirements, shot blasting serves as a universal tool for industrial surface preparation—ensuring durability, safety, and coating reliability across sectors from automotive to aerospace.
Conclusion
The shot blasting process is far more than a simple cleaning step—it is a critical stage of industrial surface preparation that ensures reliability, durability, and performance across sectors from automotive and shipbuilding to aerospace and construction. By removing rust, scale, and old coatings, and by strengthening surfaces through controlled impact, shot blasting creates the foundation for successful coating adhesion and long service life.
Choosing the right combination of abrasive media (steel shots, steel grits, stainless steel shots, cut wire) and machine type (hanger, tumblast, rotary table, conveyor) ensures compliance with international standards such as ISO 8501 and ISO 8503, while optimizing cost efficiency.
In today’s competitive manufacturing environment, companies that invest in the right shot blasting machine and abrasive solution gain not only improved product quality but also reduced downtime, longer equipment lifespan, and lower operating costs.
Shot blasting is the backbone of modern surface engineering, delivering cleaner, stronger, and coating-ready surfaces that meet the toughest industrial demands.
Choosing the Right Shot Blasting Solution – Comparison Table
| Factor | Options / Conditions | Recommended Machine Type | Recommended Abrasive Media | Target Application / Notes |
| Material | Carbon Steel | Hanger / Rotary Table / Conveyor | Steel Shots (S170–S390), Steel Grits | General cleaning, coating prep, descaling |
| Stainless Steel / Aluminum / Non-ferrous | Rotary Table / Air-blast Cabinet | Stainless Steel Shots (304 / 430) | Prevents contamination, suitable for food/medical industries | |
| Aerospace / High-performance alloys | Air-blast / Specialized Peening Machine | Cut Wire Shots (Conditioned) | Precision peening, fatigue strength improvement | |
| Surface Finish | Smooth / Light Cleaning | Rotary Table / Air-blast | Fine Steel Shots (S110–S170) | Cosmetic cleaning, light rust removal |
| Rough Profile for Coating (ISO 8503: Rz 40–100 μm) | Conveyor / Hanger | Steel Grits (G18–G40) | Strong anchor profile for paint or epoxy adhesion | |
| Controlled Peening Intensity | Specialized Peening Machine | Cut Wire Shots / Small Steel Shots | Verified by Almen strips, used in aerospace/automotive safety | |
| Production Volume | Small Batches | Rotary Table / Small Hanger | Steel Shots / Grits (based on finish) | Flexible, versatile, lower investment |
| Bulk Small Parts | Tumblast (rubber belt or steel belt) | Mixed Shots & Grits | High throughput for castings, fasteners, gears | |
| Continuous Large-scale Production | Conveyor (roller / monorail system) | Steel Shots (medium sizes) | Integrated into automated lines, consistent high productivity | |
| Cost & Efficiency | Low Initial Budget | Small Rotary Table / Air-blast Cabinet | Standard Steel Shots / Grits | Entry-level, less automation |
| Long-term Cost Savings / Automation Focus | Conveyor / Hanger | Recyclable Steel Shots (500–1000 cycles) | Lower cost per m², environmental benefits, consistent results |
At BH, we specialize in supplying ISO-certified steel shots, steel grits, and stainless steel abrasives that meet global quality standards. Our products are trusted by automotive plants, shipyards, foundries, and aerospace manufacturers worldwide.
Contact us today to request a free consultation or sample. Let our team help you choose the right shot blasting solution for your specific application—ensuring you achieve maximum efficiency, lower operating costs, and reliable surface preparation results.