Engineers and buyers often confuse shot peening and satin finishing because both change how a steel surface looks and behaves. In reality, they solve different problems: shot peening mechanically strengthens metal by inducing compressive residual stresses, while satin finishing (via abrasive brushing or bead finishing) optimizes appearance and texture for cosmetic or low-glare needs. Choosing the right one depends on whether your KPI is fatigue life or surface aesthetics.
Shot peening strengthens steel by creating compressive residual stresses that extend fatigue life; satin finishing improves appearance and feel with a fine, low-gloss texture but does not add meaningful fatigue strength.
If your parts fail from cyclic loading, peening is the performance lever. If your spec calls for a uniform, low-reflective sheen or to hide fingerprints and light scratches, satin finishing is the visual and tactile lever. This guide clarifies differences, parameters, use cases, costs, and how to combine both in a single route.
You’ll get a practical framework — what each process does, how it works, where it fits, and a decision table — so you can select the best surface treatment for your steel components.
Table of Contents
What is shot peening and why does it improve fatigue life?
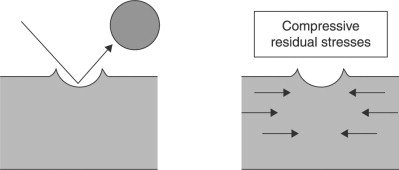
Shot peening is a controlled cold-working process that propels spherical media — typically steel shot, sometimes glass or ceramic beads — onto a metal surface at calibrated velocity. Each impact forms a tiny dimple and plastically deforms a very thin surface layer. As millions of dimples overlap to near-full coverage, they create a stable layer of compressive residual stress at and just below the surface. Because most fatigue cracks start at the surface in regions of tensile stress, this compressive layer directly counters the driving force for crack initiation.
Shot peening increases fatigue life by imposing a compressive residual stress field that opposes service tensile loads, delaying crack initiation and slowing crack growth under cyclic loading.
The effectiveness of shot peening comes from repeatable impact geometry and process control. Media size (S-series), hardness, and impact velocity determine Almen intensity and the depth of the compressive layer; smaller or softer media favor a finer finish and faster coverage, while larger or harder media deliver higher intensity and deeper stress penetration. Peening is validated with saturation curves on Almen strips and by confirming 98–100% coverage on representative surfaces. Used correctly, it elevates the endurance limit, reduces sensitivity to stress concentrators, and can improve resistance to stress corrosion cracking. For cleanliness-critical parts, stainless steel shot, glass beads, or ceramic beads provide the benefits of peening while minimizing contamination risk.
Choose shot peening when the KPI is durability under cyclic loads. By calibrating media, velocity, and coverage to a specified Almen intensity, you embed a predictable compressive layer that systematically extends service life in components such as springs, gears, crankshafts, turbine blades, and safety-critical fasteners.
What is satin finishing and what problem does it solve?
Satin finishing is a controlled abrasive finishing process that produces a uniform, low-gloss texture on steel and stainless steel. Instead of strengthening the metal, it refines appearance and touch by leveling peaks, orienting a fine grain, and masking minor defects. Typical methods include abrasive belts, nonwoven (Scotch-Brite™) brushes, flap wheels, and fine glass/bead finishing, each selected to reach a target Ra/Rz without overheating or distorting the workpiece. The outcome is a consistent, professional look that is easier to clean, less reflective, and pleasant to handle.
Satin finishing solves cosmetic and handling problems—delivering a consistent, low-glare texture that hides fingerprints and light scratches—while providing little to no improvement in fatigue strength.

Engineers specify satin finishing to address four practical issues: glare reduction, fingerprint/smudge masking, scratch blending, and brand-consistent appearance across batches. Process control comes from choosing the abrasive grade (e.g., P240–P600), setting belt/brush speed and pressure, and defining pass count and feed direction (directional vs. non-directional grain). On stainless steel, nonwoven brushes minimize discoloration and preserve corrosion resistance; on carbon steel, a final clean plus coating prevents flash rust. Compared with polishing, satin finishing is faster, more forgiving, and easier to reproduce on long parts, tubes, rails, and panels. Compared with blasting, it generates less embedded roughness and allows tighter Ra targets for cosmetic hardware, appliances, and architectural elements. Crucially, satin finishing changes surface topography, not the residual stress state—so it should not be used as a substitute for shot peening where fatigue performance matters.
Choose satin finishing when the KPI is appearance and user experience—uniform texture, reduced glare, and consistent cosmetics. If your requirement is fatigue life or crack resistance, pair satin finishing with a qualified shot peening step or select peening as the primary process.
How do the processes differ in mechanism and outcomes?
Although shot peening and satin finishing both use media-to-surface contact, they act on steel in fundamentally different ways. Shot peening is a cold-working operation: spherical particles strike the surface to plastically deform a thin skin and leave a stable compressive residual stress field. Satin finishing is a controlled abrasion operation: fixed or loose abrasives slide or roll to remove high spots, orient a fine texture, and deliver a uniform low-gloss appearance. The first changes stress state and durability; the second changes topography and cosmetics.
Shot peening creates compressive residual stress to boost fatigue life, while satin finishing refines surface texture and appearance without adding meaningful fatigue strength.
Mechanically, peening delivers discrete, normal-impact hits at calibrated velocity; outcomes are governed by media size and hardness, Almen intensity, and coverage. This produces a shallow, dimpled texture that is incidental to the main goal—fatigue and stress-corrosion resistance. By contrast, satin finishing delivers sliding/rolling abrasive contact with parameters such as grit grade (e.g., P240–P600), belt/brush speed, pressure, pass count, and grain direction. It targets a specified Ra/Rz, reduces glare, blends scratches, and improves tactile feel, but leaves the residual stress state largely unchanged.
Quick comparison
| Aspect | Shot Peening | Satin Finishing |
| Mechanism | Spherical impacts (cold work) | Abrasive abrasion/brushing |
| Primary KPI | Almen intensity & coverage | Ra/Rz, grain/gloss uniformity |
| Main outcome | Compressive residual stress, higher fatigue life | Uniform low-gloss texture, cosmetic consistency |
| Typical media | Steel shot, glass/ceramic beads | Belts, nonwoven brushes, flap wheels; fine bead finish |
| Risk if misapplied | Under/over-intensity → fatigue issues | Over-abrade → dimension/finish variance |
If you need durability under cyclic loads, select shot peening and validate with intensity and coverage. If you need consistent appearance and touch, select satin finishing and control Ra, grain, and gloss—and combine the two only after validating that any finishing step does not degrade the peened compressive layer.
Which process fits your application and industry?
Choose by primary objective: if your part’s life is limited by fatigue or stress-corrosion, shot peening is the performance lever; if your specification emphasizes appearance, low glare, and touch, satin finishing is the cosmetic lever. Industry context matters too—safety-critical sectors (aerospace, automotive, energy) tend to prioritize peening, while consumer-facing and architectural applications lean toward satin textures and visual uniformity.
Use shot peening when durability under cyclic loads is the KPI; use satin finishing when uniform appearance, low reflectance, and scratch-hiding drive acceptance.
Map the process to your KPI, alloy, geometry, and downstream steps. Shot peening suits steels and alloys that face repeated loads, sharp radii, or weld toes where cracks initiate; validate with Almen intensity and coverage. Satin finishing suits visible stainless and carbon steel parts where consistent Ra/Rz, grain direction, and gloss are specified; control with grit grade, belt/brush speed, pressure, and pass count. For programs needing both strength and cosmetics, a combined route can work—finish for texture first, then peen—provided you verify that any finishing step does not erode the compressive layer.
Industry fit (quick comparison)
| Industry / Use case | Shot Peening (when and why) | Satin Finishing (when and why) |
| Aerospace | Turbine blades, landing gear, fasteners → fatigue life, SCC resistance | Cabins, trim panels → uniform sheen, glare control |
| Automotive | Springs, gears, shafts → cyclic durability, warranty risk reduction | Interior/exterior trims → brand-consistent finish |
| Energy | Drilling tools, turbine buckets → crack delay in harsh duty | Housings, panels → cosmetic uniformity before coating |
| Construction/Architecture | Bridge pins, fatigue-critical joints → longevity | Handrails, façades, elevators → low-gloss aesthetic |
| Medical/Food | Stainless parts (with stainless/glass/ceramic media) → strength + cleanliness | Instruments, covers → hygienic, cleanable satin grain |
Let the acceptance metric choose the process: pick shot peening for measurable gains in fatigue performance, and pick satin finishing for visual/tactile consistency—or combine them only with validated sequencing to protect the peened compressive layer.
What does each process cost and how do you measure success?
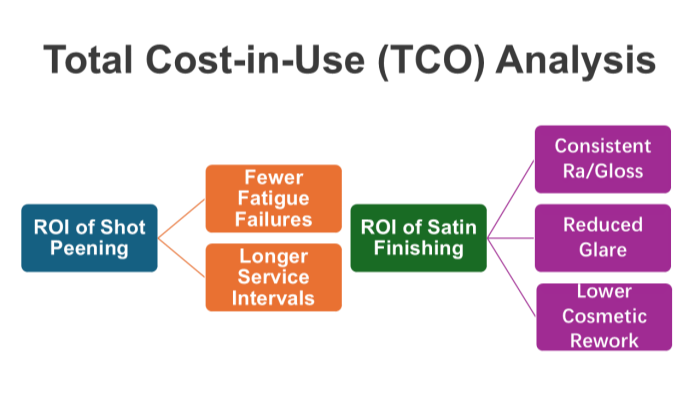
Cost should be judged as total cost-in-use (TCO), not just hourly machine rate or media price. Shot peening can reduce lifecycle costs by extending fatigue life, cutting failures and warranty claims. Satin finishing can lower cosmetic rework/scrap, speed assembly, and improve brand consistency. The right choice depends on which cost bucket dominates your business: performance failures in service or cosmetic rejects in production.
Shot peening ROI comes from fewer fatigue failures and longer service intervals; satin finishing ROI comes from consistent Ra/gloss, reduced glare, and lower cosmetic rework — measure each process against the KPI it is designed to move.
For shot peening, major cost drivers include media consumption and recycling, verification time (saturation curves, Almen intensity, and coverage checks), masking/handling for complex parts, and throughput. Success is measured by holding intensity within spec, achieving ≥98–100% coverage, meeting surface limits, and—where applicable—demonstrating fatigue life improvement on representative parts. Savings appear as fewer field failures, longer inspection intervals, and reduced warranty exposure.
For satin finishing, costs concentrate in abrasive consumption (belts, nonwoven brushes, wheels), changeover/setup, and operator time to maintain uniform grain. Success is measured by Ra/Rz, gloss, grain direction consistency, fingerprint/scratch masking, and cosmetic first-pass yield. Savings appear as fewer touch-ups, faster assembly acceptance, and more consistent aesthetics across batches. In hybrid routes, validate that any post-peen finishing does not erode the compressive layer—confirm with refreshed saturation data or comparative testing.
Define the economic KPI first. If durability drives cost, invest in shot peening and verify with intensity and coverage. If appearance drives cost, invest in satin finishing and control Ra, gloss, and grain. Use TCO—not unit price—to select and sequence the process that meaningfully reduces your real-world costs.
Can you combine satin finishing and shot peening?
Yes — many production routes use both, provided the sequence preserves the compressive residual stress created by shot peening and still delivers the Ra/gloss the drawing specifies. The key is to define which KPI is primary (fatigue life vs. appearance), then validate the sequence so neither step undermines the other.
You can combine satin finishing and shot peening if you control sequence and verify results — finish for texture and cleanliness, peen for strength, and confirm that any cosmetic touch-up does not erode the compressive layer.
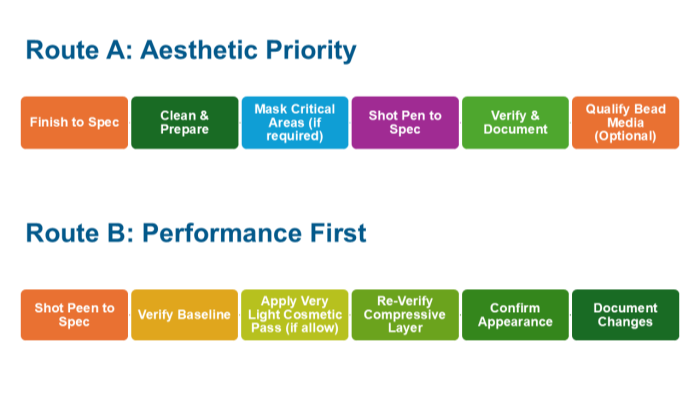
Two practical routes cover most cases.
- Route A (appearance-first): Apply satin finishing to reach target Ra/gloss and remove contaminants, then shot peen to the specified Almen intensity and 98–100% coverage. This route accepts the visual change from peening, or it qualifies a finishing media (e.g., fine glass bead) that leaves acceptable appearance at the required intensity.
- Route B (performance-first): Shot peen first to lock in compressive stress, then apply a very light, non-aggressive cosmetic pass only if the specification allows and testing proves that compressive stress is not diminished. In both routes, manage risks with masking for critical surfaces, document a saturation curve whenever parameters change, and confirm outcomes with Almen strips, coverage checks, and surface measurements (Ra/Rz, gloss). For stainless or hygiene-critical parts, consider stainless shot or ceramic/glass beads to avoid contamination and reduce the need for post-peen finishing.
Combination finishing works when it is engineered and verified: choose the route that aligns with your primary KPI, control media and parameters, and prove—by data—that any finishing step leaves the peened compressive layer intact and the cosmetic targets on-spec.
Conclusion
Shot peening and satin finishing are both valuable tools, but they serve different specifications. Shot peening is a performance process: it uses spherical impacts to build a controlled layer of compressive residual stress that delays crack initiation and slows crack growth under cyclic loading. Satin finishing is a cosmetic process: it uses controlled abrasion to deliver a uniform, low-gloss texture that reduces glare, blends minor defects, and improves the way steel looks and feels.
Choose shot peening for durability under cyclic loads and satin finishing for uniform appearance and touch; combine them only when the sequence is validated not to degrade the peened compressive layer.
Your selection should start with the acceptance metric.
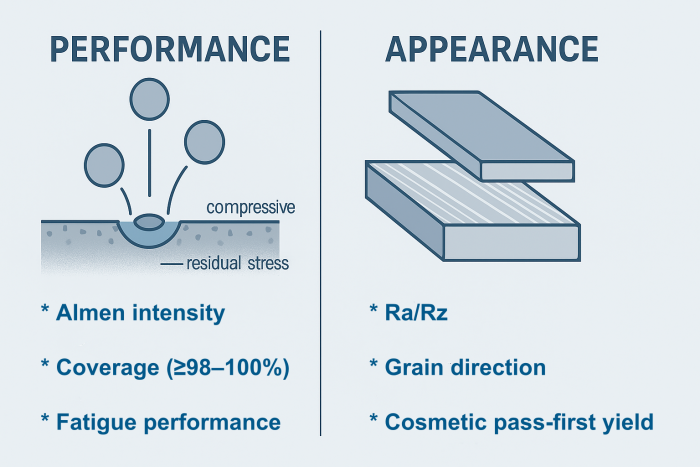
- If success is measured by Almen intensity, coverage (≥98–100%), and fatigue performance, peening is the correct primary process; tune media size, hardness, and velocity to hit the target and verify with a saturation curve.
- If success is measured by Ra/Rz, grain direction, and cosmetic pass-first yield, satin finishing is the correct primary process; control grit grade, belt/brush speed, pressure, and pass count.
- Where both outcomes are required, a combined route can work: either finish → peen (accepting the peened appearance or qualifying a bead media that leaves acceptable texture) or peen → light cosmetic pass (only when data prove the compressive layer remains intact). Document parameters, media quality, and inspections so the result is repeatable and audit-ready.
Let the KPI choose the process: pick shot peening to increase service life and reliability, pick satin finishing to deliver consistent, brand-correct surfaces, and use a validated sequence when you need both—so your parts leave the factory strong, consistent, and on-spec.