Choosing the right steel shot size is a technical decision that affects coverage rate, surface profile, coating adhesion, and media life. This guide compares S390, S460, S660, and S930 — the four sizes most often shortlisted for structural steel, shipbuilding, heavy fabrication, and foundry work.
S390, S460, S660 and S930 differ mainly in nominal diameter and energy on impact: smaller shots (S390) deliver finer, faster coverage; larger shots (S930) cut heavy scale and build deeper profiles but need higher power. Choose based on target surface profile, equipment horsepower, part thickness, and hardness class (GP/GL/GH).
If you came only for a quick answer, the table and flow hints below will help. If you need dependable, repeatable outcomes across different jobs, read on — we’ll map each size to typical Ra/Rz profiles, wheel/air blast constraints, and cost-throughput trade-offs without sales language.
Selecting shot size by profile target → equipment capacity → material thickness reduces rework and media consumption more than comparing price per ton.
Table of Contents
What do S-sizes actually mean?
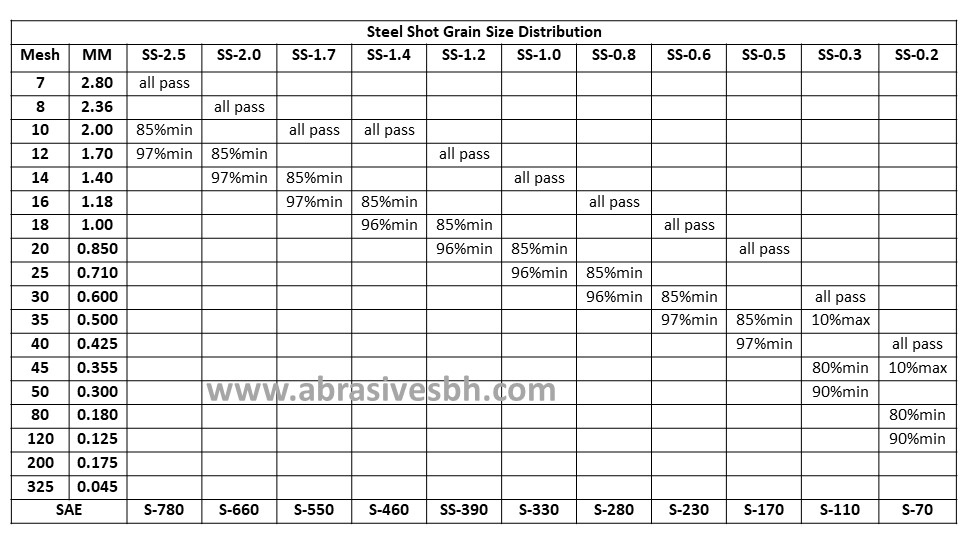
In the standards used by the blasting industry, the “S” code identifies cast steel shot and the number that follows (e.g., S390, S460, S660, S930) points to a nominal diameter class. These size classes come from specifications such as SAE J827 and ISO 11124-3, which define chemistry, hardness ranges, size distributions, and cleanliness for steel shot used in shot blasting and shot peening. Practically, the S-number helps engineers predict surface profile, coverage rate, media life, and machine load—four variables that govern cost and coating performance.
S-sizes map to nominal diameters: smaller shots (e.g., S390 ≈ ~1.0 mm) give finer profiles and fast coverage; larger shots (e.g., S930 ≈ ~3.0 mm) deliver deeper anchor profile but demand more horsepower. Always verify on-machine classification to keep the operating mix within tolerance.
The S-number is shorthand for a screening band rather than a single diameter. A batch labeled S460 steel shot contains particles within a specified range (centered near ~1.18 mm), with allowable percentages above and below the nominal. On the machine, you maintain that band using airwash/magnetic separation and screens, creating an operating mix — a live blend of new, mid-life, and near-discard particles. A healthy operating mix stabilizes Almen intensity, Ra/Rz surface profile, and throughput. Diameter influences two opposing levers:
- Impact energy per particle (∝ mass × velocity²) rises sharply with size, helping with scale removal and deeper anchor profile required by heavy-duty coatings.
- Particles per kilogram fall as size grows, reducing hit density and edge coverage; line speed can drop unless you increase feed or wheel/air velocity.
Typical reference points many shops use: S390 for finer, fast coverage on light/medium sections; S460 as a balanced general-purpose size for structural steel; S660 steel shots when plate scale is stubborn; steel shots S-930 for aggressive descaling on thick plate and large castings where adequate wheel diameter and horsepower exist. Size interacts with hardness classes (GP/GL/GH): harder media can raise profile and cutting speed but may increase breakage and blade wear; softer media extends life and protects equipment but may undershoot profile. Regardless of size, roundness, inclusion control, and cleanliness are non-negotiable for predictable shot blasting or peening results.
Treat the S-number as an engineering control, not a label: lock size distribution with good separation, then tune hardness and velocity—that sequence delivers stable profile, consistent productivity, and lower cost per square meter.
When should you use S390 steel shot?
S390 steel shot is a workhorse size for structural steel, fabrication shops, and maintenance blasting where you need fast coverage and a moderate, coating-friendly anchor profile without stressing thin sections or low-horsepower machines. In both wheel blast and air blast systems, S390’s nominal ~1.0 mm class provides a dense stream of impacts that clean mill scale, weld discoloration, and light corrosion while keeping substrate deformation minimal—ideal for primer systems and multi-coat paint schedules.
Choose S390 when the goal is quick, uniform cleaning and a finer profile on thin-to-medium sections or where horsepower is limited; step up to S460 only if scale is stubborn or a deeper profile is specified.
For common anticorrosive primers and powder-coat bases, S390 typically lands in the ~50–75 µm Rz (≈ 3–4 mils profile) window when paired with GL hardness and appropriate velocity. Because particles per kilogram are higher than with S460/S660, coverage rate is strong and edge geometry is preserved—useful on brackets, frames, tanks, and OEM parts with mixed thickness. In air blast, S390 maintains a controllable spot size for selective cleaning; in wheel blast, it eases blade wear and amp draw relative to larger media. If mill scale or heat-treat oxide is heavier than expected, first verify separator settings and wheel speed; only then consider moving to S460 steel shot. For shot peening on medium-strength steels, S390 can achieve target Almen intensity with tighter roundness control, but verify saturation curves. Hardness choice matters: GL balances life and profile for paint prep; GH raises cutting speed but increases breakage; GP extends life on light cleaning lines. SEO variants to capture: S-390 steel shot, S 390 steel shots, steel shots S-390, S390 blasting media.
On mixed-gauge work with primer-level specs, S390 maximizes coverage per kWh —delivering the required surface profile with fewer adjustments and less risk of over-peening than jumping straight to larger sizes.
Is S460 the “balanced” choice for general structural steel?
For many fabrication and construction lines, S460 steel shot is the size that keeps production moving with the fewest compromises. It typically delivers a heavier anchor profile than S390 without the horsepower and fixture penalties of very large media. On mixed workloads—beams, channels, welded frames, tank components—S460 often hits the specification window for primer adhesion and subsequent coating durability while preserving line speed and blade life.
Yes — S460 is a balanced choice for general structural steel when you need a dependable 3–5 mils (~65–100 μm Rz) anchor profile, moderate energy demand, and stable coverage across mixed part geometries.
Why S460 feels “just right” in practice comes down to impact energy vs hit density. Compared with S390, S460 raises per-particle energy, improving removal of tight mill scale and weld heat tint; yet it still maintains a workable particles-per-kg to cover edges, flanges, and stiffeners without chasing feed rates. In wheel blast systems, S460 helps stabilize Almen intensity within paint-prep targets while keeping amp draw and blade wear reasonable. On air blast, it remains precise enough for local profile reinforcement under high-build epoxies and zinc-rich primers. Typical outcomes land in the ~65–100 μm Rz (3–5 mils) range, contingent on velocity, stand-off, and hardness class: GL is a sound baseline for paint preparation; GH can deepen profile and speed scale removal but may raise breakage and nozzle/wheel wear. Watch for two conditions that push you off center: (1) laminar, heavy oxide on thick plate—step up to S660 steel shots if power and separator capacity allow; (2) thin sections or delicate weldments—step down to S390 to reduce peening risk and preserve geometry. Maintain a tight operating mix with correct screens, airwash, and magnetic settings so S460 stays within its band; this reduces rework and profile scatter.
In general structural steel, S460 maximizes spec compliance per kWh — robust enough to secure coating adhesion, efficient enough to hold throughput, and forgiving across varied part sizes and shop conditions.
Where does S660 make the biggest difference?
S660 steel shots show their value when workloads involve stubborn mill scale, thick plate, heavy weldments, or large castings where a deeper, more robust anchor profile is required at practical line speeds. In shipbuilding, bridge fabrication, pressure-vessel shops, and foundries, S660’s higher per-particle impact energy helps break tightly adherent oxides and imprint a profile that high-build epoxies and zinc-rich systems can truly key into—without immediately jumping to the extreme demands of S930.
Deploy S660 on scale-heavy plate, bulky weldments, and castings when you need faster descaling and a deeper, uniform profile—provided wheel diameter/horsepower and separators can support the larger media.
Compared with S460, S660 increases impact energy enough to recover line speed on oxide-rich material and to meet coatings that specify ~90–150 μm Rz (~4–6+ mils), depending on hardness (GL/GH) and velocity. The trade-off is lower particles per kilogram, so hit density drops; compensate with feed rate or wheel speed only if horsepower reserve and blade health allow. Maintain a tight operating mix: correct screens, airwash, and magnetic settings prevent oversized carry-over and fines accumulation that would widen profile scatter. On air blast, S660 is effective for localized oxide removal on thick sections but can over-peen thin edges; keep standoff and angle conservative. Watch for fixture rigidity and component geometry—large media can transmit higher impulses to corners and fillets. If the substrate is thinner or the spec calls for a finer anchor profile, step down to S460; if laminar scale persists and power is ample, a controlled escalation to steel shots S-930 may be justified. Hardness guidance: GL is a sensible baseline for paint prep; GH raises cutting speed and anchor depth but increases breakage and wheel/nozzle wear.
On tough, scale-dominated jobs, S660 is the practical lever—deep enough to hit high-build coating specs and quick enough to restore throughput, as long as your horsepower and separation are tuned to handle the larger shot.
Is S930 only for very heavy descaling?
Steel shots S-930 sit at the top end of the common size range, delivering very high impact energy per particle. That makes them a natural fit for very heavy descaling—laminated mill scale on thick plate, large foundry castings, and shipyard fabrications—where smaller media struggle to break oxide or to build the deep anchor profile demanded by high-build epoxies, zinc-rich primers, or thermal spray. But “only for descaling” is too narrow: with adequate horsepower and wheel diameter, S930 can also be used as a pre-conditioning step before finer media, or to reduce passes on extremely robust coatings removal lines.
S930 excels at extreme oxide removal and deep profiles, but it’s also useful as a pre-blast or throughput booster—provided your machine has the horsepower, wheel size, and separation capacity to control the operating mix.
Why choose S930 steel shot? First, it can achieve very deep, uniform profiles where specifications exceed typical paint-prep targets—think >150 μm Rz (~6+ mils) depending on hardness (GL/GH) and velocity. Second, its impact energy breaks tenacious oxide and fused contaminants that slow S660 to a crawl, often restoring line speed without resorting to multiple cycles. Trade-offs are real: particles per kilogram are low, so hit density and edge coverage drop; you’ll need sufficient feed rate and wheel speed—which in turn require horsepower reserve and healthy blades. S930 also loads the separator system: confirm screen aperture, airwash curtain, and magnetic settings to prevent oversize carry-over and fines buildup that widen profile scatter. On air blast, use S930 sparingly for localized heavy removal; keep standoff and angle conservative to avoid over-peening thin features. If fixtures or parts are delicate, step down to S660; if goals are primarily fatigue performance (peening), consider smaller sizes with higher roundness and calibrated velocity instead.
S930 isn’t just “for the worst scale”—it’s a capability tool. When your equipment can support it, S930 delivers deep, spec-driven profiles and recovers throughput on the toughest work—use it deliberately, with separation and power tuned to keep the operating mix under control.
Do GP/GL/GH hardness classes change results?
Yes — hardness class changes how steel shot behaves in shot blasting and shot peening, even when size (e.g., S390, S460, S660, S930) is constant. Industry shorthand labels GP (softer), GL (medium), and GH (harder). Harder media transfers more energy at a given velocity, often cutting oxide faster and building a deeper anchor profile; softer media tends to live longer, protect wheel blast components, and produce a calmer operating mix. The trick is matching hardness to your coating spec, part geometry, and horsepower—not assuming “harder is always better.”
Hardness tunes the trade-off: GH raises cutting speed and profile but increases breakage and wear; GP/GL extend media life and stabilize costs, often ideal for paint-prep blasting.
In wheel blast, GH can quickly open stubborn mill scale or fine-tune higher Almen intensity targets, but it imposes more stress on blades, control cages, and liners; breakage also rises, loading the separator with fines and widening profile scatter. GL is the balanced baseline for paint preparation: it achieves typical 3–5 mils (~65–100 µm Rz) profiles on structural steel at practical feed rates while keeping wear predictable. GP helps on light cleaning lines, thin sections, or when protecting geometry matters; it reduces peening aggressiveness and can smooth coverage on edges and fillets. In air blast, hardness shifts the sweet spot for nozzle pressure and stand-off: GH may let you reduce pressure to hit profile while GP/GL tolerate longer dwell without over-cutting. Regardless of class, maintain roundness, inclusion control, and cleanliness—defects in media quality negate hardness benefits and erode media life. A good practice is to lock size distribution first (healthy operating mix), then adjust velocity and only then step hardness to meet profile or throughput gaps.
Treat hardness as a fine-tuning dial: start with GL for general blasting, move up to GH for scale-heavy or deeper profile specs, and down to GP for delicate work or cost stability—always verifying results with replica tape/ASTM D4417 and monitoring amps, wear, and fines in the separator.
How to estimate coverage, throughput, and cost?
Estimating performance starts with a simple chain: target surface profile → particle size → velocity/feed → verification. From there, you translate physics into shop metrics. Smaller shots raise hit density and coverage; larger shots raise impact energy and cut tough scale. Your goal is to balance these effects so the line achieves spec at stable amps and acceptable media consumption.
Coverage scales with hit density (particles hitting per second), while descaling strength scales with impact energy; choose size by profile target, then tune velocity and feed within your horsepower envelope, and measure cost as kg/m² and kWh/m²—not only price per ton.
A practical framework you can lift directly to the floor:
- Pick the size by profile: start S390–S460 for 3–5 mils (~65–100 µm Rz); escalate to S660 if oxide is stubborn or the spec demands deeper profile; S930 only with sufficient horsepower and rigidity.
- Predict trends (no lab math needed):
- Particles per kg ∝ 1/diameter³ → larger media reduces hit density and edge coverage.
- Impact energy per particle ∝ diameter³ × velocity² → larger media/velocity improves scale break and anchor depth.
- Set machine: fix wheel speed/nozzle pressure, then set feed rate until amps reach your control limit. Record stand-off, angle, and separator settings to stabilize the operating mix.
- Verify output: measure profile (replica tape / ASTM D4417), confirm Almen intensity where relevant, and log kg of media per m² and line kWh per m².
- Compute cost per m²:
– Media = (kg/m²) × (price/kg)
– Energy = (kWh/m²) × (tariff)
– Wear & labor = shop factor per m² (track monthly, allocate by throughput)
Total = Media + Energy + Wear/Labor.
- Optimize: if profile is high but cost is high, try smaller size + higher velocity (within power) to raise hit density; if coverage is great but profile low, step hardness (GL→GH) or bump size (S390→S460). Always adjust one variable at a time and re-check amps and separator fines.
Locking size distribution and velocity first—then trimming feed to an amp setpoint—produces the lowest cost per m² with the least rework, regardless of whether you’re running S390, S460, S660, or S930 in wheel or air blast.
Common pitfalls and quick QA checklist
Most inconsistencies in steel shot results come not from the label (S390, S460, S660, S930) but from classification drift, contamination, and unstable operating mix. If the separator and airwash are off—or hardness/velocity changes aren’t documented—surface profile, coverage, and media life can swing widely shift to shift.
Keep the operating mix tight, the media clean and round, and the machine settings logged—those three habits prevent 80% of blasting defects and cost spikes.
Typical pitfalls—and the fixes that hold across wheel blast and air blast:
- Sizing drift: Worn screens or poor airwash let oversize/undersize pass. Action: Inspect screens weekly; verify airwash curtain height and curtain uniformity; spot-check with sieve set.
- Dirty media / inclusions: Rust fines, wire, flaky shot raise wear and profile scatter. Action: Strengthen upstream cleaning; tune magnetic separation; discard at defined % fines threshold.
- Roundness loss: Angular fragments over-peen and erode blades/nozzles. Action: Monitor roundness samples; raise replacement rate or step hardness down (GH→GL) if breakage climbs.
- Operating mix imbalance: All-fresh or over-spent mixes shift Almen intensity and Ra/Rz. Action: Maintain steady addition rate; trend amps, kg/m², and fines; adjust feed to an amp setpoint.
- Underpowered runs: Larger media (e.g., S660, S930) without horsepower reserve = low velocity, poor removal. Action: Confirm wheel diameter/hp before upsizing; otherwise keep S460 and tune hardness/velocity.
- Edge/profile mismatch: Deep profile in flats but shiny edges. Action: Increase hit density (smaller size or higher feed/velocity within power), reposition nozzles, or add work rotation.
- Documentation gaps: Unlogged tweaks to cage settings, pressure, or standoff hide root causes. Action: One-page parameter sheet per part family; change one variable at a time.
- Verification lag: Relying on appearance alone. Action: Measure with replica tape/ASTM D4417; record Almen intensity where applicable.
Quick QA checklist:
- Size band verified (sieve spot-check) and airwash/magnet tuned
- % fines within limit; media roundness/cleanliness OK
- Wheel speed/nozzle pressure at target; amps within band
- Feed set to amp setpoint; kg/m² logged
- Separator screens intact; curtain height recorded
- Profile measured (Ra/Rz) and/or Almen logged; rework rate tracked
A disciplined loop—classify → blast → measure → adjust—keeps profile and cost predictable, regardless of whether you run S390, S460, S660, or S930.
Conclusion
Selecting the right steel shot size is less about a brand or a price tag and more about matching profile targets, equipment capability, and part geometry. As a working rule:
- S390 favors hit density and coverage on thin-to-medium sections with primer-level profiles.
- S460 is the balanced choice for general structural steel, reliably delivering 3–5 mils (~65–100 μm Rz).
- S660 restores throughput on heavy scale and builds deeper profiles—if horsepower and separation are up to it.
- S930 is a capability tool for extreme descaling and very deep anchors, used deliberately with tuned wheels and robust fixtures.
Across all sizes, stable results come from the same discipline: keep a tight operating mix, verify size distribution and cleanliness, tune velocity and feed to an amp setpoint, and confirm with replica tape/ASTM D4417 or Almen intensity where relevant. Treat hardness (GP/GL/GH) as a fine-tuning dial after size and velocity are set. Document changes, measure outcomes, and adjust one variable at a time. Do this, and your cost per m² and rework rate will trend down—regardless of whether the workload leans toward ship hulls, bridge beams, or mixed fabrication.