
In the world of steel shot and steel grit, acronyms like SAE J444, ISO 11124-3, SSPC-AB 3 and AMS 2431 appear everywhere, in datasheets, tenders, drawings and certificates. Yet many buyers, distributors and even engineers are not fully clear on what each standard actually controls, and which combination of standards they really need for their blast cleaning or shot peening projects. Understanding these steel abrasive standards is the fastest way to avoid costly quality problems and to choose reliable suppliers.
Steel shot and steel grit standards such as SAE J444, ISO 11124-3, SSPC-AB 3 and AMS 2431 define how metallic abrasives are sized, hardened, cleaned and tested. By knowing which family of standards applies to blast cleaning and which applies to shot peening, buyers and engineers can specify safer, more consistent and more cost-effective steel abrasives.
If you only read the snippet above, you already know that standards are more than just paperwork. But to turn that insight into real decisions – which grades to buy, what to write on your purchase orders and how to check a supplier’s COA. You need to see the full map: how SAE, ISO, SSPC/AMPP, ASTM and AMS fit together in practical projects.
When you understand how the main steel abrasive standards connect to each other, you can quickly spot vague specifications, reject non-compliant media, and confidently tell both your blasting teams and your coating or peening customers: “Yes – our steel shot and steel grit comply with the right standards for your job.”
Table of Contents
Why Do Steel Shot & Steel Grit Standards Matter?
Imagine three different suppliers all offering “S330 steel shot” at attractive prices. On paper, the description looks similar. In practice, without a common reference such as SAE J444 and ISO 11124-3, the real size distribution, hardness and microstructure could be very different – causing inconsistent surface profiles, unstable blasting performance or even coating failures. This is why steel shot standards and steel grit standards exist: to give buyers and users a shared technical language.
Steel abrasive standards matter because they turn vague labels like “S330 high carbon shot” into a defined set of requirements for size, hardness, density, cleanliness and microstructure that every serious supplier must meet.
When you specify SAE J444 for particle size and ISO 11124-3 for high-carbon cast steel shot and grit, you are not just adding fancy codes. You are:
- Fixing the sieve range for each size (e.g. S230, S330, G40, G80).
- Locking the hardness class within a controlled band.
- Demanding a defined microstructure (for example, fully martensitic for many high-carbon shots).
- Limiting defects such as cracked, hollow or non-metallic particles.
For field projects, adding SSPC-AB 3 and ASTM D4940 brings in cleanliness and soluble salt control. For shot peening, AMS 2431 and AMS 2430 add process and media control to protect fatigue-critical components. In short, standards translate into predictable blast cleaning results, safer shot peening media, and fewer unpleasant surprises on site.
If your specifications and supplier documents do not clearly mention recognized standards, you are effectively accepting unknown levels of risk in every ton of steel shot or steel grit you buy.
What Are the Main International Standards for Steel Abrasives?
There is no single “global steel shot standard”. Instead, several powerful standard families work together: SAE for classic sizing and product definitions, ISO 11124 / 11125 as the international framework, SSPC/AMPP and ASTM for media cleanliness and field performance, and AMS for demanding shot peening media. Knowing the role of each family helps you build a clear and professional steel abrasive specification.
The main international standards for steel abrasives come from SAE (J444, J827, J1993, J441, J2175), ISO (11124 and 11125 series), SSPC/AMPP (AB 2 and AB 3), ASTM (such as D4940) and AMS (2430 and 2431 for peening media). Each family covers a different, complementary part of steel shot and steel grit quality.

Here is the “big picture” in simple terms:
- SAE standards
- SAE J444: defines size grades like S70, S110, S330, G25, G40, G80.
- SAE J827 / J1993: high-carbon cast steel shot and grit product standards.
- SAE J441: carbon and stainless cut wire shot.
- SAE J2175: low-carbon cast steel shot (often bainitic shot).
- ISO standards (11124 / 11125)
- ISO 11124-3: high-carbon cast steel shot and grit.
- ISO 11124-4: low-carbon cast steel shot.
- ISO 11124-5: cut steel wire abrasives.
- ISO 11124-6: stainless steel metallic abrasives.
- ISO 11125 series: test methods for metallic abrasives.
- SSPC/AMPP & ASTM
- SSPC-AB 3: quality of new ferrous metallic abrasives.
- SSPC-AB 2: cleanliness of recycled metallic abrasives.
- ASTM D4940: conductivity test for soluble salt contamination.
- AMS & legacy military standards
- AMS 2431/1, /2, /3, /4: peening media (cast shot and cut wire).
- AMS 2430, AMS-S-13165: process control for shot peening.
In your documentation, you can combine these logically: for example, “S330 steel shot, SAE J444, ISO 11124-3, SSPC-AB 3, optional AMS 2431/1” , and suddenly your grade is crystal clear to any professional buyer.
When your product sheet lists the right mix of SAE, ISO, SSPC and AMS references, you are speaking the same technical language as serious users worldwide – and your brand instantly looks more trustworthy.
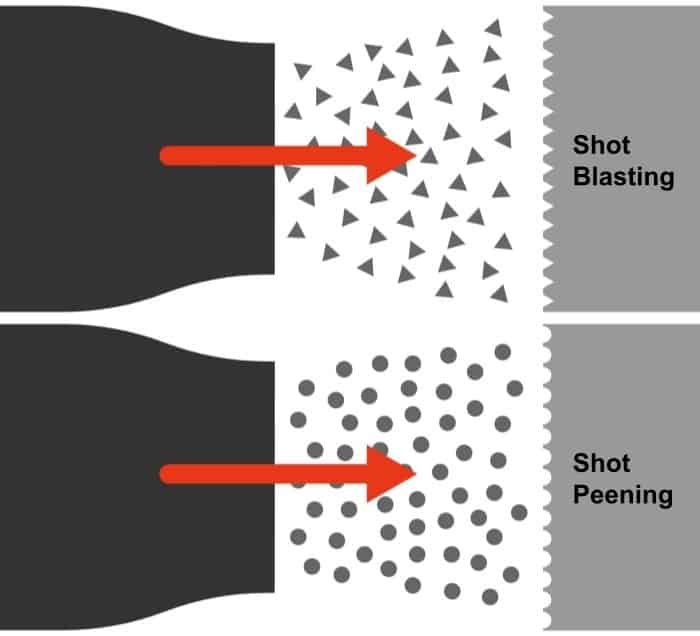
How Do Blast Cleaning Standards Differ from Shot Peening Standards?
Blast cleaning and shot peening both use steel shot and steel grit, but the quality goals are very different. Blast cleaning focuses on achieving a certain surface cleanliness and profile before coating. Shot peening focuses on inducing a controlled compressive residual stress to improve fatigue life. Not surprisingly, the standards that dominate each domain are also different.
Blast cleaning applications rely mainly on ISO 11124/11125, SSPC-AB 3, SSPC-SP and ISO 8501/8503, while shot peening applications are dominated by AMS 2431 and AMS 2430, supported by SAE J444 and detailed peening media standards.
For blast cleaning and surface preparation:
- You care about removing rust, mill scale and old coatings.
- You want to reach a visual grade like Sa 2½ / SSPC-SP 10 and a profile suitable for your coating system.
- Standards such as ISO 11124-3/-4/-6, SSPC-AB 3, ISO 8501, ISO 8503 and SSPC-SP are your core references.
- Keywords you will see in specifications: steel shot for blast cleaning, steel grit for surface preparation, SSPC-AB 3 steel abrasive, conductivity limit ASTM D4940.
For shot peening:
- You are not cleaning; you are engineering the surface stress state.
- You must strictly control Almen intensity, coverage and media condition.
- Standards AMS 2431 (media), AMS 2430 (process) and AMS-S-13165 dominate, especially in automotive and aerospace.
- Keywords you will see: shot peening media AMS 2431, conditioned cut wire shot, cast steel shot for peening, shot peening specifications.
This is why simply writing “use S230 steel shot” is not enough: the same SAE size number can serve very different purposes depending on which standards you pair it with.
If you treat blast cleaning and shot peening as the same “sandblasting job”, you will either over-specify and waste money – or under-specify and compromise safety and fatigue life.
How Do Standards Define Steel Shot and Steel Grit Properties?
Every steel abrasive standard translates key performance needs into measurable parameters: particle size, hardness, density, microstructure, defect rate and cleanliness. Understanding how these are defined in SAE, ISO and AMS documents helps you compare steel shot and steel grit offers on more than just price per ton.
Standards define steel shot and grit via tightly controlled size ranges, hardness classes, microstructures, density thresholds, defect limits and cleanliness requirements, ensuring that metallic abrasives behave predictably in blast cleaning and shot peening.
Key properties controlled by steel abrasive standards include:
- Particle size and grading
- SAE J444 defines size grades (S110, S230, S330, G25, G40, etc.) based on sieve openings.
- ISO 11124-3 uses a different naming system, but the actual size ranges are aligned with SAE sizes.
- Hardness classes
- ISO and SAE allow several hardness classes (for example, 40–51 HRC, 50–60 HRC, etc.).
- AMS 2431/1 and 2431/2 distinguish regular vs high-hardness cast steel shot for peening.
- Microstructure
- High-carbon shot is often required to be martensitic or tempered martensitic.
- Low-carbon bainitic shot must show specific bainitic structures to combine toughness and lower hardness.
- Density and defects
- Minimum density ensures sufficient kinetic energy and avoids porous media.
- Defect limits cap the percentage of cracked, deformed, hollow or non-metallic particles.
- Cleanliness
- ISO 11124/11125 control dust and foreign matter.
- SSPC-AB 3 and ASTM D4940 add explicit limits on dust, oil and soluble salts.
When comparing two products marketed as “steel shot S330”, ask for the test data behind these parameters. Only then can you decide whether you are buying premium metallic abrasives or just low-cost, uncontrolled media.
The true value of a steel shot or steel grit is hidden in the test results – standards tell you exactly which tests to ask for and what limits to demand.
How Are SAE, ISO, SSPC / AMPP and AMS Standards Used Around the World?
Because steel abrasives are traded globally, many buyers wonder: “Should I specify SAE or ISO? Do I need SSPC-AB 3? When is AMS 2431 really required?” The answer depends on where you are, which industry you serve and whether you are blast cleaning or shot peening.
In Europe, EN ISO 11124/11125 and ISO 8501/8503 dominate; in North America, SAE J444, SSPC-AB 3, SSPC-SP and ASTM standards are common; aerospace and automotive sectors rely heavily on AMS 2431 and AMS 2430 for shot peening media.
| Region / Industry | Typical standards | How they are used / Notes |
| Europe | EN ISO 11124 / 11125; ISO 8501; ISO 8503 | ISO is the formal basis; surface cleanliness and profile use ISO 8501 / 8503; SAE size terms (S230, G40) are still used informally. |
| North America | SAE J444; SAE J827 / J1993; SSPC-AB 3 / AB 2; SSPC-SP; ASTM D4940 | Sizes are mainly given per SAE J444; high-carbon steel shot and grit follow J827 / J1993; projects often add SSPC-AB, SSPC-SP and ASTM D4940 to control media and field cleanliness. |
| Automotive & Aerospace | AMS 2431/x; AMS 2430; AMS-S-13165; SAE J444 | Shot peening media are specified to AMS 2431; processes are controlled by AMS 2430 / AMS-S-13165; size is still often expressed in SAE terms (S230, S330). |
| Foundry & Forging | SAE J444; SAE J827 / J1993; ISO 11124; SFSA 20-66 | High-carbon cast steel shot and grit are used for desanding and cleaning castings; specs often mix SAE, ISO and traditional SFSA standards. |
| Stainless & Non-ferrous | ISO 11124-6; SSPC / ASTM cleanliness limits | Specifications call for stainless steel shot or grit to ISO 11124-6, together with strict cleanliness and low conductivity requirements to avoid contamination of stainless or non-ferrous substrates. |
A quick overview of regional and industry practice:
- Europe
- Specifications often use EN ISO 11124 / 11125 for metallic abrasives.
- Surface preparation is described by ISO 8501 (Sa levels) and ISO 8503 (profile).
- SAE terminology (S230, G40) is commonly used in conversation but ISO is the formal base.
- North America
- SAE J444 is still the main reference for sizes.
- SAE J827/J1993 define high-carbon steel shot and grit requirements.
- Projects add SSPC-AB 3, SSPC-AB 2, SSPC-SP and ASTM D4940 for field quality and cleanliness.
- Automotive and aerospace
- Drawings often require shot peening media conforming to AMS 2431/x and processes per AMS 2430 or AMS-S-13165.
- Size may still be expressed in SAE terms (S230, S330), but AMS defines what is acceptable.
- Foundry and forging
- Foundries use high-carbon cast steel shot and grit for desanding and cleaning castings, often referencing SAE, ISO and traditional documents like SFSA 20-66.
- Stainless and non-ferrous applications
- Specifications call for stainless steel shot or stainless steel grit compliant with ISO 11124-6, plus strict cleanliness requirements and low conductivity.
If you are exporting steel abrasives or specifying them across borders, it is smart to show both systems where relevant, for example “S230 / ISO 11124-3 equivalent grade”.
The more international your business is, the more important it becomes to speak both “SAE language” and “ISO language” – and to know when SSPC or AMS must join the conversation.
How Should You Read a Steel Abrasive COA or Specification?
Many Certificates of Analysis (COAs) look impressive: long tables, lots of numbers and several standard references. But not all COAs are equally informative. To verify that a steel shot or steel grit really meets your needs, you should know which items are “must have”, which are “nice to have” and which vague phrases are red flags.
A good steel abrasive COA clearly states the product type, SAE or ISO size, reference standards (ISO 11124, SSPC-AB 3, AMS 2431 if relevant), batch number and test results for size, hardness, density, defects and cleanliness, instead of just saying “good quality steel shot”.
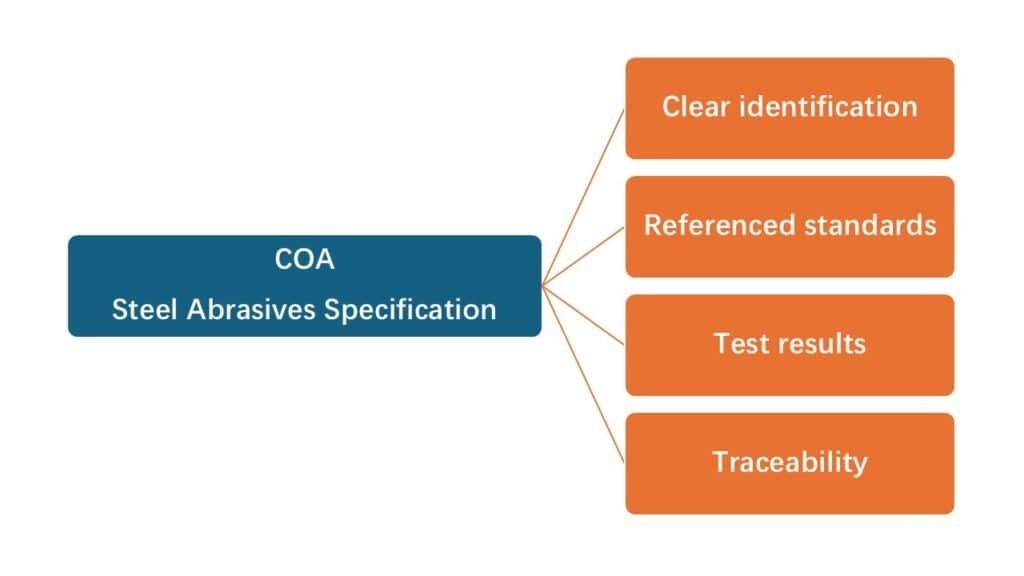
When you read or design a steel abrasive specification or COA, check for:
- Clear identification
- Product: high-carbon cast steel shot, cast steel grit, cut wire shot, stainless steel shot, etc.
- Size: SAE J444 S230, S330, G25, G40 or ISO-equivalent grade.
- Referenced standards
- Product: ISO 11124-3/4/5/6, SAE J827/J1993/J441/J2175, SFSA 20-66, etc.
- Cleanliness: SSPC-AB 3 (new media), SSPC-AB 2 (recycled media), ASTM D4940.
- Peening: AMS 2431/1, /2, /3, /4 and AMS 2430 if applicable.
- Test results
- Particle size distribution (sieve analysis).
- Hardness range and method.
- Density, defect rate and (if available) microstructure description.
- Conductivity or salt test results when required.
- Traceability
- Batch number, production date and any third-party test or certification numbers.
If a COA only states “steel shot S330, hardness 40–65 HRC, high quality”, without any standards or test details, you know that the supplier is not working at a professional level – no matter how attractive the price looks.
A COA without clear standards and test values is like a passport without a name or photo: it may exist on paper, but it doesn’t prove what you really need to know.
What Are the Key Takeaways for Buyers and Engineers?
By now, you have seen how many different standards touch steel shot and steel grit, from SAE J444 and ISO 11124-3 to SSPC-AB 3 and AMS 2431. It can feel complex, but the practical message is simple: start with your application, pick the right standard family for that application, then build a clear, test-backed specification.
For blast cleaning, combine ISO 11124 with SSPC-AB 3 and surface preparation standards; for shot peening, rely on AMS 2431 and AMS 2430; always demand a COA that links your steel shot or steel grit to these standards with real test data.
| Scenario | Media to specify | Key standards / focus |
| Blast cleaning steel before painting | Steel shot/grit to ISO 11124-3 / -4 or equivalent SAE | SSPC-AB 3, optional ASTM D4940; surface per ISO 8501 / 8503 or SSPC-SP |
| Shot peening gears, springs, aerospace | Peening media to AMS 2431/1 /2 /3 /4 | Process per AMS 2430 or AMS-S-13165 (Almen intensity & coverage) |
| Stainless or non-ferrous substrates | Stainless steel shot/grit to ISO 11124-6 | Very clean, low-conductivity media; strict contamination control |
In practice, you can use the following simple playbook:
- If you blast clean steel before painting
- Ask for steel shot or grit conforming to ISO 11124-3/-4 or equivalent SAE standards.
- Reference SSPC-AB 3 and, if needed, ASTM D4940 for cleanliness.
- Define surface preparation with ISO 8501/8503 or SSPC-SP.
- If you shot peen gears, springs or aerospace parts
- Use media that conform to AMS 2431/1, /2, /3 or /4 as specified.
- Control the process with AMS 2430 or AMS-S-13165, including Almen intensity and coverage.
- If you work on stainless or non-ferrous substrates
- Choose stainless steel shot or grit according to ISO 11124-6.
- Pay special attention to cleanliness, conductivity and contamination control.
By asking suppliers to map their products to these standards and by checking COAs against them, you can raise the technical level of your purchasing decisions and reduce risk for your coatings and components.
Once you align your specifications with the right steel abrasive standards, price becomes only one parameter among many, not the only one you can see.
Conclusion
Steel shot and steel grit standards are not just a collection of codes. SAE J444, ISO 11124-3, SSPC-AB 3, ASTM D4940, AMS 2431 and related documents together form a practical toolkit for defining, testing and controlling metallic abrasives.
When you match these standards to your application – blast cleaning vs shot peening, carbon steel vs stainless, structural steel vs aerospace – you gain control over surface profile, cleanliness, fatigue performance and long-term coating life. In other words, you move from buying “grit by the ton” to buying performance and reliability.
If you would like to:
- Review your current steel abrasive specifications,
- Map your existing steel shot and steel grit grades to the international standards mentioned above, or
- Create a standards compliance sheet for your company’s products,
you can start by listing the standards currently mentioned in your drawings, tenders and purchase orders. Then, compare them to the framework described in this article and identify any gaps.
You are welcome to adapt this structure to your own TDS and COA templates so that each product clearly states which steel abrasive standards it meets and how it is tested.