
In surface treatment, few topics create as much confusion as the difference between steel shot and steel grit. Both are types of steel abrasives, and both are commonly used in blasting applications. But when it comes to shot peening, the question often arises: Can steel grit be used as a substitute for steel shot? Engineers, procurement managers, and students frequently encounter this dilemma when selecting media for their projects.
Steel shot is the standard media for shot peening because its spherical shape produces uniform compressive stresses, while steel grit is angular and primarily used for blasting and cleaning, not for controlled peening.
At first glance, the two abrasives may look similar—they are both made from steel and both used in high-velocity impact processes. However, their shapes, functions, and results are fundamentally different. Using the wrong abrasive could mean the difference between achieving longer fatigue life in a component or simply cleaning its surface.
This article will guide you through the distinctions between steel shot and steel grit in the context of shot peening, explain why industry standards specify spherical media, and help you decide which abrasive to choose for your application.
Table of Contents
What is Steel Shot?
Steel shot is a spherical metallic abrasive produced by atomizing molten steel and precision heat-treating the particles to a target hardness. Because each particle is round, impacts are evenly distributed on the work surface—exactly the behavior required in shot peening to form a uniform compressive stress layer without cutting or gouging the substrate.
Steel shot is a round, heat-treated abrasive (typically high-carbon or stainless) whose spherical geometry delivers consistent impacts, making it the industry-standard media for shot peening.
- Composition & types: Common grades include high-carbon steel shot (for maximum durability and intensity control), low-carbon steel shot (softer impact, lower part stress), and stainless steel shot (304/430) for applications requiring corrosion resistance or non-contaminating media.
- Hardness range: Typically 40–65 HRC (or application-specific ranges) tuned via quench-and-temper cycles. Harder shot raises attainable Almen intensity; softer shot minimizes risk on thin or delicate parts.
- Size classifications: Standardized sizes (e.g., S70–S930) allow engineers to balance coverage rate, surface finish, and compressive stress depth. Smaller sizes improve coverage and finish; larger sizes increase intensity and depth.
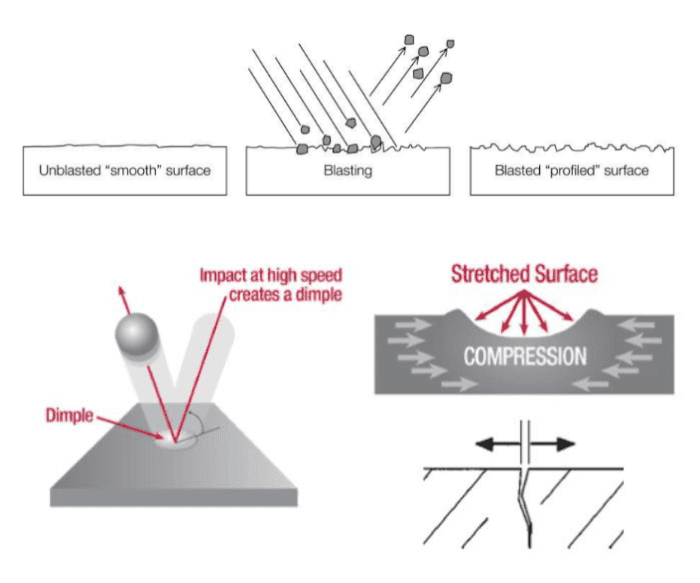
- Why spherical matters: In shot peening, uniform, repeatable dimples create an overlapping field of compressive residual stress. Angular media disrupts this pattern and behaves like a cutter; spherical steel shot behaves like millions of tiny peening hammers — cold working the surface rather than eroding it.
- Process stability & recyclability: Steel shot offers high cycle life, stable mass/velocity characteristics, and predictable media conditioning in both wheel-blast and air-blast peening equipment—key to meeting Almen intensity and coverage requirements.
Because of its spherical geometry, controllable hardness, standardized sizing, and long service life, steel shot delivers the consistency that shot peening demands—resulting in reliable compressive stresses, improved fatigue life, and reduced risk of surface damage compared to non-spherical abrasives.
What is Steel Grit?
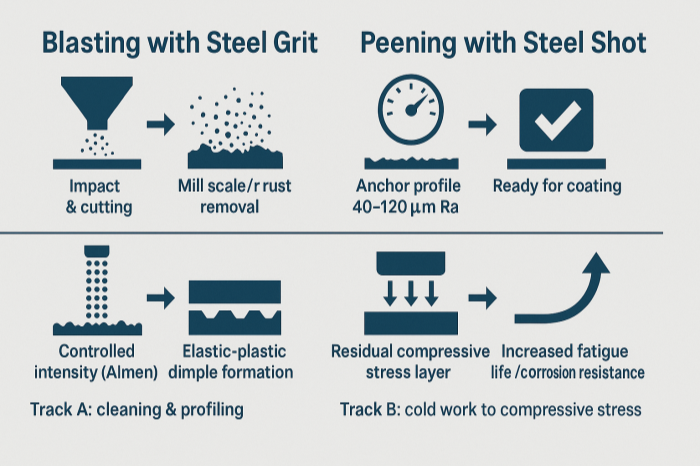
Steel grit is an angular metallic abrasive produced by crushing and sieving hardened steel shot into sharp-edged particles. Its geometry is designed to cut, chip, and abrade surfaces efficiently — ideal for shot blasting (cleaning and profiling), but fundamentally different from the hammer-like, uniform impacts required by shot peening.
Steel grit is an angular, cutting abrasive optimized for blasting, surface cleaning, and profile creation—not for shot peening, which requires spherical media to form uniform compressive stresses.
- Geometry & action: The fractured, multi-faceted shape concentrates force at edges and corners, producing micro-cutting and rapid removal of mill scale, rust, paint, and coatings—excellent for creating anchor profile (Ra/Rz) before painting, galvanizing, or metallizing.
- Grades & hardness: Common blasting grades (e.g., G12–G120) span hardness bands roughly 40–65 HRC; harder grit cuts faster and yields a higher surface profile but also increases substrate risk if misapplied.
- Productivity & finish: Angular grit delivers high cleaning rates and aggressively textures the surface; finish is typically matte/rough—perfect for coating adhesion, not for inducing controlled residual stresses.
- Process fit: In wheel-blast or air-blast cleaning lines, grit maintains high throughput and predictable surface profile targets. However, in peening, angular impacts do not produce the overlapping, hemispherical dimples needed for a consistent compressive stress layer.
- When confusion arises: Because both media are “steel abrasives,” they’re often conflated. But substituting grit for shot in peening leads to non-uniform deformation, potential surface damage, and unqualified Almen intensity/coverage results.
Engineered for material removal and profiling, steel grit excels in blasting lines—but it is not a drop-in replacement for shot peening. When the requirement is strengthening, fatigue-life improvement, and controlled compressive stresses, angular grit cannot meet the process objectives.
Can Steel Grit Be Used for Shot Peening?
This is the question many teams ask when they already run blasting lines with steel grit: Can we reuse the same media for peening? While grit can certainly deliver high-energy impacts, peening success depends on how energy is delivered—via uniform, spherical hits that generate overlapping dimples and a stable compressive stress field. Angular grit simply doesn’t behave that way.
In true shot peening, standards require spherical media; angular steel grit cannot create the uniform dimpling needed for controlled compressive stresses and therefore is not recommended.
- Standards & compliance: Industry guidance for peening (e.g., aerospace specifications and common practice derived from SAE J444 media classifications and AMS peening requirements) centers on spherical shot. Audit frameworks (e.g., aerospace quality programs) expect Almen intensity and coverage to be achieved with round media.
- Mechanics of impact: Angular grit concentrates load on edges, producing micro-cutting and irregular craters. The result is non-uniform plastic deformation, which undermines the continuous compressive layer peening aims to build.
- Surface integrity risks: Grit can raise the probability of surface damage, stress risers, and inconsistent residual stress profiles, especially on high-strength alloys, thin sections, or parts with tight fatigue specs.
- Process control: Peening is verified by Almen strips and coverage percentage. With grit, readings become inconsistent: the profile is dominated by abrasion rather than hemispherical dimpling, making intensity correlation unreliable.
- Rare edge cases: Some hybrid “impact/cleaning” applications may use grit for aggressive conditioning before a separate peening step with shot. But using grit as the peening media fails to meet the intent and control of shot peening.
For any operation claiming shot peening, use spherical media. Steel grit is excellent for blasting and profiling, but it cannot substitute for shot when the goal is predictable compressive stress, fatigue-life improvement, and standards-compliant process control.
Key Differences Between Steel Shot and Steel Grit
Although both are steel abrasives, geometry drives behavior: spherical steel shot delivers uniform, hammer-like impacts ideal for shot peening, while angular steel grit cuts and abrades—perfect for blasting. The difference cascades into process control, surface integrity, standards compliance, cost, and final performance.
Steel shot = spherical, for peening and compressive stress; steel grit = angular, for blasting and profile creation—two tools for two different jobs.
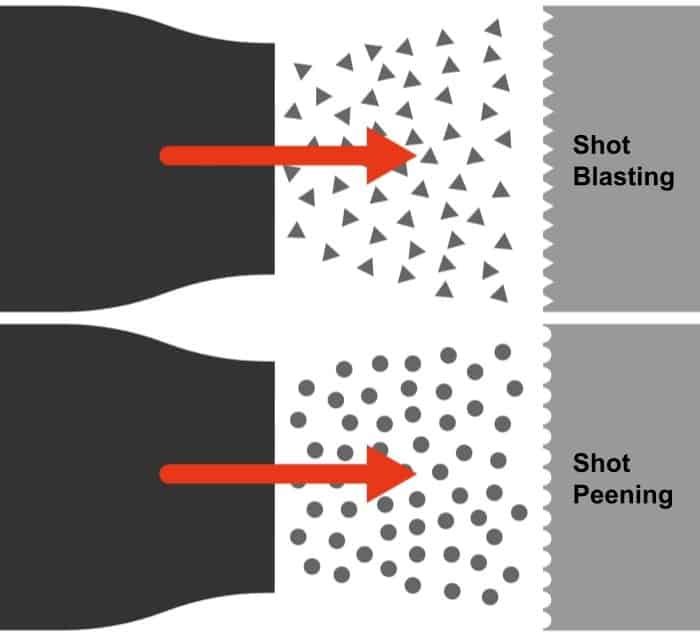
- Impact mechanics: Shot produces overlapping hemispherical dimples → controlled compressive residual stress. Grit produces micro-cutting/etching → rapid contaminant removal and anchor profile.
- Process objective: Shot = strengthening/anti-fatigue; Grit = cleaning/coating adhesion.
- Surface integrity: Shot minimizes gouging and stress risers; grit can introduce sharp notches if misused on sensitive alloys.
- Control & verification: Peening with shot is validated by Almen intensity & coverage; blasting with grit is controlled by profile (Ra/Rz), cleanliness grades, and throughput.
- Media life & cost: Shot typically offers higher recyclability and stable sizing in peening loops; grit consumption is tied to the required profile and cleanliness rate.
- Standards & acceptance: Peening specs expect spherical media; blasting specs accept angular media to meet cleanliness/profile targets.
📊 Comparison Table — Steel Shot vs Steel Grit (for Peening Context)
| Aspect | Steel Shot | Steel Grit |
| Particle shape | Spherical | Angular / multi-faceted |
| Primary role | Shot peening (strengthening) | Shot blasting (cleaning/profiling) |
| Surface effect | Uniform dimples → compressive stress | Cutting/abrading → anchor profile |
| Fatigue life impact | Significant improvement | Minimal / not the objective |
| Standards alignment | Matches peening requirements (spherical media) | Generally not approved for peening |
| Risk to surface | Low (if parameters set correctly) | Higher risk of notches/gouging |
| Process control | Almen intensity & coverage | Profile (Ra/Rz) & cleanliness grades |
| Typical use cases | Gears, springs, turbine blades | Rust/scale/paint removal, coat prep |
In the context of shot peening, steel shot is the correct—and consistent—choice. Steel grit remains invaluable for blasting, but its angular geometry prevents it from delivering the uniform compressive stress field that true peening requires.
Standards & Industry Guidelines
Whether you’re qualifying aerospace parts or setting up an automotive peening cell, standards define what “good” looks like—from media shape and size to intensity verification and coverage. The common thread across reputable specifications is clear: true shot peening requires spherical media and controlled process measurement.
Industry standards (SAE/AMS, ISO) specify spherical media for shot peening, define media quality and sizing, and mandate intensity (Almen) and coverage controls to ensure consistent compressive stresses.
Media definition & sizing
SAE J444: Classifies shot and grit sizes; provides the language for mesh/size selection and process repeatability.
AMS 2431 (series): Peening media specifications (e.g., cast steel shot, cut wire shot, stainless steel shot). Covers sphericity, hardness ranges, size distribution, cleanliness, and defect limits to guarantee uniform impacts.
Process requirements (how peening is qualified)
AMS 2430 (process requirements): Governs shot peening procedure, including Almen intensity determination, coverage (typically 98–100% unless otherwise noted), saturation curve development, machine setup, nozzle/wheel parameters, and verification frequency. (Historically, AMS-S-13165 served a similar role; AMS 2430 is the modern reference.)
Global alignment / blasting vs. peening
- ISO 11124 / 11125: Specify requirements and test methods for metallic blast-cleaning abrasives (chemistry, hardness, density, grain size). Helpful for blasting media qualification and incoming inspection, but remember blasting specs ≠ peening specs.
What auditors expect
- Spherical media only for peening; documented media control (hardness, size, contamination checks).
- Verified Almen intensity per part family and coverage validation on production parts or representative coupons.
- Process traceability: lot certificates for media, machine parameter records, regular saturation curve checks.
Practical takeaway
Standards don’t merely “recommend” spherical shot—they institutionalize it. Trying to peen with angular grit will fail compliance (and performance) because the media cannot deliver the uniform dimpling those specs are built around.
If your operation must meet recognized peening standards, the choice is non-negotiable: use spherical peening media (per AMS 2431 families), prove Almen intensity and coverage (per AMS 2430), and use SAE J444 sizing as your common vocabulary—this is how you achieve consistent, certifiable compressive stresses.
Applications in Industry
Across real production lines, steel shot and steel grit rarely compete—they solve different jobs in the same factories. Shot is chosen wherever fatigue life, crack resistance, and residual stress control matter (true shot peening). Grit is used where cleanliness, scale/paint removal, and coating adhesion dominate (industrial shot blasting).
Steel shot is used to peen high-stress parts (gears, springs, turbine blades), while steel grit is used to blast clean and profile large structures (hulls, beams, castings) for coating.
- Aerospace
- Steel shot peening: turbine/compressor blades, landing gear, fasteners → raise fatigue strength and resist stress corrosion.
- Steel grit blasting: limited; used for occasional cleaning of housings/fixtures prior to finishing.
- Automotive
- Steel shot peening: suspension springs, gears, shafts, transmission parts → extend service life under cyclic loads.
- Steel grit blasting: frames, wheels, body panels before paint/powder coat → improve adhesion.
- Energy
- Steel shot peening: drilling tools, turbine buckets, critical fasteners → mitigate crack initiation in harsh duty.
- Steel grit blasting: towers, housings, large weldments → create anchor profile for heavy-duty coatings.
- Construction & Shipbuilding
- Steel shot peening: selective—bridge pins, high-stress joints when fatigue is a design driver.
- Steel grit blasting: hulls, decks, beams, plates → remove rust/scale at scale and meet surface prep specs (Ra/Rz).
- Medical & Food Equipment
- Steel shot peening: components requiring non-contaminating strengthening.
- Steel grit blasting: typically avoided on stainless for finish-sensitive parts; if used, tightly controlled to limit contamination.
📊 Quick Comparison by Industry & Objective
| Industry | Primary Objective | Use Steel Shot (Peening) | Use Steel Grit (Blasting) |
| Aerospace | Fatigue life, SCC resistance | Turbine blades, landing gear, fasteners | Occasional cleaning of housings/fixtures |
| Automotive | Cyclic load durability | Springs, gears, shafts, driveline parts | Frames, wheels, panels pre-coating |
| Energy | Durability in harsh duty | Drilling tools, turbine buckets, bolts | Towers, nacelles, large weldments |
| Construction/Ship | Surface readiness at scale | Select fatigue-critical pins/joints | Hulls, beams, plates for coating |
| Medical/Food | Clean strengthening / corrosion care | Stainless parts (304/430) | Limited; finish/co ntamination concerns |
Which Should You Choose?
Make the choice based on your primary objective. If you need a clean, textured surface for coatings, choose steel grit (blasting). If you need fatigue-life improvement, crack prevention, and residual stress control, choose steel shot (peening). Treat them as complementary—not interchangeable.
Choose steel shot for shot peening (strengthening) and steel grit for shot blasting (cleaning/profile). Objective decides the media.
- Start with the requirement
- Coating adhesion / surface prep → Need anchor profile (Ra/Rz) and fast contaminant removal → Steel Grit.
- Durability under cyclic loads → Need compressive residual stress & proven Almen intensity/coverage → Steel Shot.
- Part geometry & material
- Thin or high-strength alloys sensitive to notches → prefer spherical shot to avoid sharp gouges.
- Large structures with heavy scale/rust → grit maximizes throughput and profile.
- Finish & contamination
- Bright, smoother finishes or non-contaminating media (e.g., stainless parts) → stainless steel shot or glass/ceramic beads for peening.
- Aggressive profile before zinc/epoxy systems → angular grit.
- Standards & auditing
- If your spec references Almen intensity, coverage, AMS/SAE peening media → must use spherical shot.
- Blasting specs (e.g., cleanliness grades, ISO 11124/11125) → typically grit or other angular abrasives.
- Cost-in-use
- Peening with shot: high recyclability, stable process, lower risk of rework due to tight control.
- Blasting with grit: fastest path to cleanliness/profile on large surfaces; media consumption tied to required profile and throughput.
🧭 Quick Decision Table
| Primary Goal | Best Media | Why | Typical KPIs |
| Clean & remove rust/scale/paint | Steel Grit | Angular cuts fast, creates anchor profile | Cleanliness grade, Ra/Rz, throughput |
| Strengthen & extend fatigue life | Steel Shot | Spherical impacts → compressive stress | Almen intensity, coverage (%) |
| Non-contaminating strengthening (stainless) | Stainless Steel Shot / Glass/Ceramic Beads | Avoids ferrous contamination, smooth finish | Intensity & coverage, surface integrity |
| Prep + Strengthen (two-step) | Grit → Shot | Blast for profile, then peen for durability | Profile + intensity/coverage both met |
Use steel grit when you need cleanliness and profile; use steel shot when you need strengthening and fatigue resistance. For projects demanding both outcomes, sequence the processes: blast first, then peen—and always align with the governing standards and KPIs.
When the requirement is performance under stress, choose steel shot peening; when the requirement is clean, profiled surfaces for coatings at scale, choose steel grit blasting. Many plants run both—blasting for prep, peening for durability.
Conclusion
Although steel shot and steel grit are both steel abrasives, their geometry dictates their job. Spherical steel shot delivers the uniform, repeatable impacts required to build compressive residual stress—the essence of shot peening. Angular steel grit excels at cutting, cleaning, and profiling—the core of shot blasting.
Use steel shot for shot peening (strengthening and fatigue-life improvement) and steel grit for shot blasting (cleaning and surface profiling). They are complementary, not interchangeable.
If your primary KPI is Almen intensity and coverage, you’re in the realm of shot peening—choose spherical media (steel shot, or stainless/glass/ceramic where required). If your KPI is cleanliness grade and Ra/Rz anchor profile, you’re doing shot blasting—choose angular media like steel grit. For projects that demand both coating reliability and long-term durability, implement a two-step sequence: grit-blast first to achieve profile and cleanliness, then shot-peen to lock in compressive stress and extend service life. Align procedures with applicable SAE/AMS/ISO standards for audit-ready compliance.
The right abrasive follows the right objective: grit for profile, shot for strength. Define your KPI, match the media, and your process will deliver predictable, certifiable results.
Want deeper technical guidance on media selection, sizing (S70–S930 / G12–G120), hardness windows, and process KPIs (Almen intensity, coverage, Ra/Rz)?
→ Explore our Resource for step-by-step checklists, sizing charts, and standards-aligned best practices.